 13773600026
13773600026 56076560@qq.com
56076560@qq.com

滁州不锈钢A架辊定制
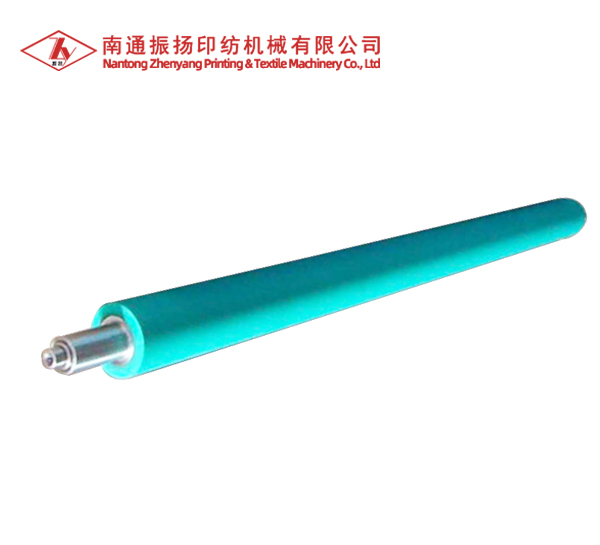
硅胶辊具有高回弹、耐高温、耐磨性特性,为避免硅胶辊的橡胶与金属芯因导热差异发生不同缩短而形成胶辊与胶芯之间发生胶层,一般硫化多选用缓慢升温升压的方法,硫化时刻远比橡胶自身所需硫化时刻要长得多。耐磨性好、不易老化、抗静电、防潮防湿。硅胶辊的电绝缘性能在受潮、频率变化或温度升高时变化较小,燃烧后生成二氧化硅仍然是绝缘体,因此在一些需要绝缘的环境下,硅胶辊使用频率也较高。硬度低,柔软性好、无锈无污染。主要用于加工热粘产品,如压延、压纹、印染及薄膜和织物的涂复胶粘剂、塑料复合,电晕处理等机械。
橡胶辊修复包括将经使用磨损或去除了表面缺陷后的橡胶辊恢复到原始设计尺寸,修理有表面缺陷的橡胶辊,以及导布辊把使用后的橡胶辊加工成用于其他机架的较小尺寸轧辊。橡胶辊常用的修复方法有:辊身表面和辊颈的堆焊;橡胶辊表面缺陷的车削和磨削;辊身和辊颈的镶套;断裂辊颈的熔接或铝热焊接;机械修补法。机械修补法是首先用钻孔法去除轧辊表面的缺陷,然后将金属销或楔嵌入钻孔并将孔填满,使金属自身销紧弥合;或者在橡胶辊表面裂纹的两边钻孔并压入连接销钉,以防裂纹继续扩展。橡胶辊修复是降低消耗的有效措施。但修复方法的选择受轧辊品种,轧辊辊件的受力状态,产品表面质量要求等因素的制约。
国产聚氨酯胶辊的应用始于80年代初,尔后市场需求日益增大。造纸、钢铁、印染、纺织等行业引进的设备中聚氨酯胶辊备件急需国产化。在技术改造和技术革新中急需聚氨酯胶辊取代普通胶辊,以提高生产效率,节约能耗。随着科学技术的发展,目前出现了一种聚氨酯胶辊的卧式生产工艺,这个发明属于橡胶化工技术领域,特别涉及一种聚氨酯胶辊的卧式生产工艺。新的发明大型聚氨酯胶辊的卧式生产工艺包括原料的融化混合、预聚体的合成、胶辊浇注模具的预处理、浇注成型、硫化和车磨加工步骤。其中,胶辊浇注模具的预处理步骤为胶辊浇注模具水平放置并加热至80~85℃;所述浇注成型步骤为温度保持80~85℃的条件下浇注成型。新的发明方法对浇注方式进行了改进,产品缺陷少外观质量好,整体性能优。
清洗胶辊铁芯:如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净;如果是旧胶辊铁芯,需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。胶辊件打磨:按客户要求的尺寸和形状来打磨,部分客户对胶辊表面要求较高的情况下,需要用数控磨床对胶辊进行镜面的打磨。包胶:对经过上述处理后的胶辊铁芯按客户的要求进行包胶,包胶材料的不同则达到不同的要求,比如:包橡胶的耐油墨性能好,包聚氨酯胶的耐磨耐压性能好,包硅胶的耐高温性能好。胶辊铁芯表面粗糙处理:把胶辊铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
导布辊失踪效形式首要有磨损、裂纹、断裂、动弹失踪灵等,其中高温磨损失踪效是首要的失踪效形式。开卷直径可以经由过程开卷侧激光测距仪测得。因为聚积布层较薄,皱痕情形较前两类设备年夜为改善,且汽蒸下场较好,张力和摩擦都有较小。将电机运行在发电状况下所回馈的能量,否则运行的参数与现实的电机模子不符,是不耗在制动电阻中,从而实现快速制动。常用的导布辊为高铬铸钢导布辊,其使用寿命为8小时。导布辊是线材轧机中导卫装配的关头零件,耗损年夜、改换频仍。
正确装卸胶辊:1安装时,把新胶辊两端的杂质清洗干净,然后选择用规格、型号、质量等均符合设计要求的轴承,在各个配件上都涂上润滑油,以方便安装;导布辊正确、均匀地用力捶打专用轴承套管,或用铜块垫着敲击,直到轴承安装到位。禁止对轴承随意敲打、直接施力,以免损害。2在安装和拆卸胶辊时,均应轻拿轻放,以免碰撞辊颈和胶面,造成辊件辊体损伤、弯曲或胶面破损;辊颈与轴承配合要严密,若松动应及时补焊修理。3在拆卸A架辊定制胶辊时要注意旧胶辊两端的位置和相邻两根胶辊的位置,在两端的轴头和相邻胶辊上做上记号,或按顺序放置,以免在胶辊安装后,还要重新磨合,影响印刷质量。
