 13773600026
13773600026 56076560@qq.com
56076560@qq.com

淮南不锈钢托辊价格
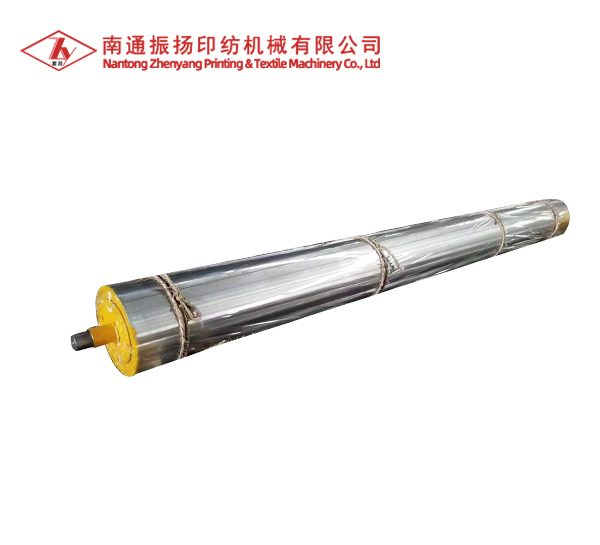
导布辊工作原理是:当布边处于红外探头位置或左或右时,红外放大器输出相应的正信号或负信号,信号经控制器处理推动驱动器的电机,使驱动器输出轴正转或反转,通过齿轮齿条机构带动导轨左右移动,使布边回到探头的中间位置,辊件装置具有抗干扰能力强,对织物颜色和厚度几乎无要求,灵敏度高,能耗低,调节范围宽度等优点。导布辊的导布装置首先是:将织物在进布过程中,当布边发生左右偏移时探边导布装置可使一节导轨追随布边左右移动,以保证织物正确上针。本机所采用的红外探边自动调节装置由红外传感器(探头)两只,控制器一个,驱动器两套组成。
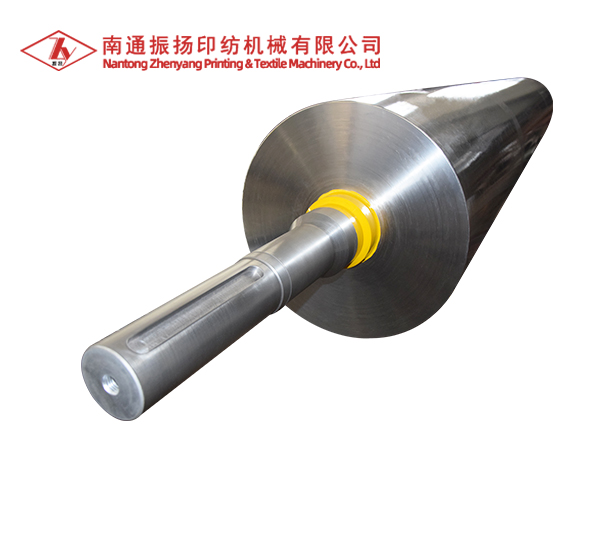
导布辊是由空心辊筒和设在空心辊筒两端的左、右闷头所组成的导布辊筒组成;贮汽辊筒一般都设在空心辊筒内;一般进汽空心管轴和短轴分别与贮汽辊筒的左右端盖固定联结;其中我们所说蒸汽辊筒组件,由设有左右端盖的贮汽辊筒、进汽空心管轴和短轴所组成;进汽空心管轴的内孔与贮汽辊筒的内腔相贯通;贮汽辊筒沿轴向设有狭缝喷汽嘴;广泛应用和低要求的工作环境,容易安装和简单的交通工具,操作简单、维修方便,安全性高。导布辊上与针铗触处装有特制石墨条,使用时不需要润滑剂,石墨衬条寿命在7200小时以上,磨损后可以更换。
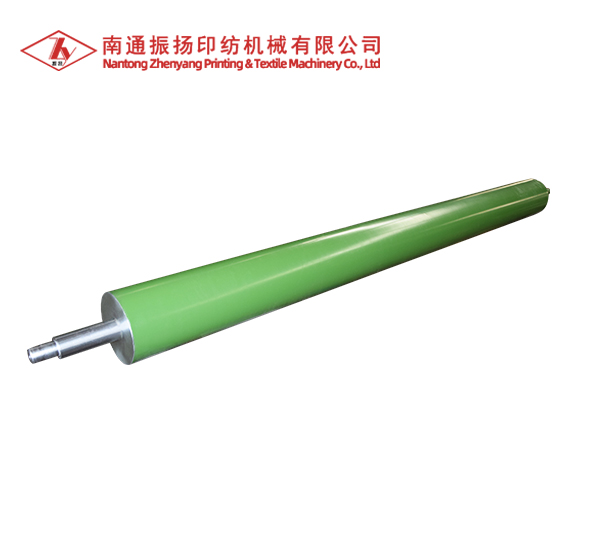
胶辊受热会加速脱硫,产生热老化,使表面发粘,变软,甚至出现裂缝成桔纹状。此时胶辊只能更换。除了结晶化合物会引起类似的周向条痕外,硬质的墨辊上干结的墨皮,垃圾会在运转过程中划伤软质胶辊的表面而形成周向条痕,此时必须使用死墨去除剂去除干结的墨皮。辊加工过程中温度过高,表面易碳化,短时印刷就会出现掉块现象。过重的印刷压力调节,辊件当机器空转时,若空转保护措施不当或不及时,也会加速辊体表面的破坏。发生掉块的胶辊可以更换解决由此造成的印刷故障。
切割要稳,刀具必需锋利。否则胶管被切平面不光滑,套上铁壳后应力不匀,容易变形。套管、铁壳、帽套及压杆等件是否同心,套时张力是否均匀以及胶管机的压力是否稳定;整压的时间忽长忽短等都将影响到胶管内壁与铁壳的接触和张力、应力的一致。在压与磨的顺序上,“先压后磨”改为“先磨后压”之后,胶辊变形的数量可减少72%。磨砺胶辊对变形的影响在于磨砺本身和磨砺技术。经过精磨之后的胶管,最好用“长度、平行度检测工具”测查一下,特别要杜绝同档两只胶辊外径不同的现象发生。胶辊表面处理对胶辊变形的影响,一是酸液渗透或涂料的敷覆是否均匀,二是缠花现象多,势必导致胶辊变形。套差越大,胶管弹性越差,容易变形;胶管套胀时所受应力不匀也大,也容易变形。
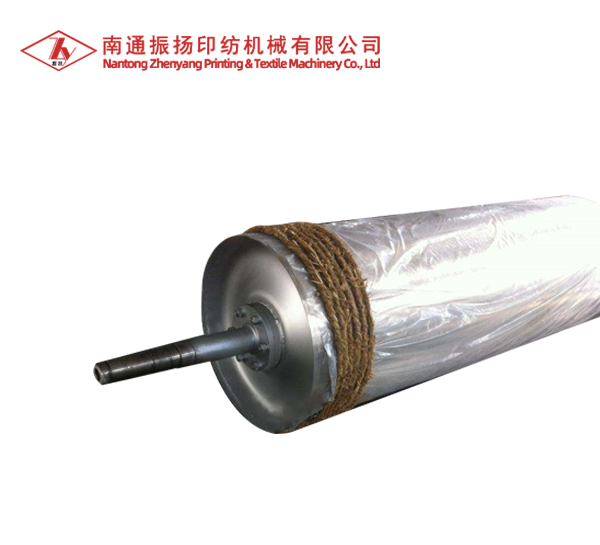
正确的存放方式为:将橡胶辊用净水洗干净,然后用塑料膜密封好,不要让它和空气接触,然后将放在专门存放的地方,切不可东倒西歪,影响其内部的机械性能和橡胶表面的质量。氯丁橡胶辊件:适用于制各软质印刷胶辊、照相凹板印刷胶辊等。不锈钢托辊胶辊成型可用模压、胶片包卷成型,缠绕成型或压出成型等方法。由于胶料的贮存稳定性差,因此在制造工艺中,应注意避免在直射阳光下停放.同时要控制胶料停放的温度条件。
正确装卸胶辊:1安装时,把新胶辊两端的杂质清洗干净,然后选择用规格、型号、质量等均符合设计要求的轴承,在各个配件上都涂上润滑油,以方便安装;导布辊正确、均匀地用力捶打专用轴承套管,或用铜块垫着敲击,直到轴承安装到位。禁止对轴承随意敲打、直接施力,以免损害。2在安装和拆卸胶辊时,均应轻拿轻放,以免碰撞辊颈和胶面,造成辊件辊体损伤、弯曲或胶面破损;辊颈与轴承配合要严密,若松动应及时补焊修理。3在拆卸胶辊时要注意旧胶辊两端的位置和相邻两根胶辊的位置,在两端的轴头和相邻胶辊上做上记号,或按顺序放置,以免在胶辊安装后,还要重新磨合,影响印刷质量。
