 13773600026
13773600026 56076560@qq.com
56076560@qq.com

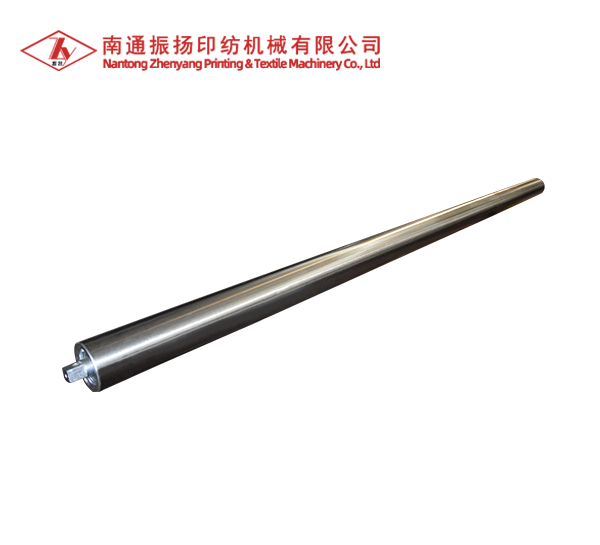
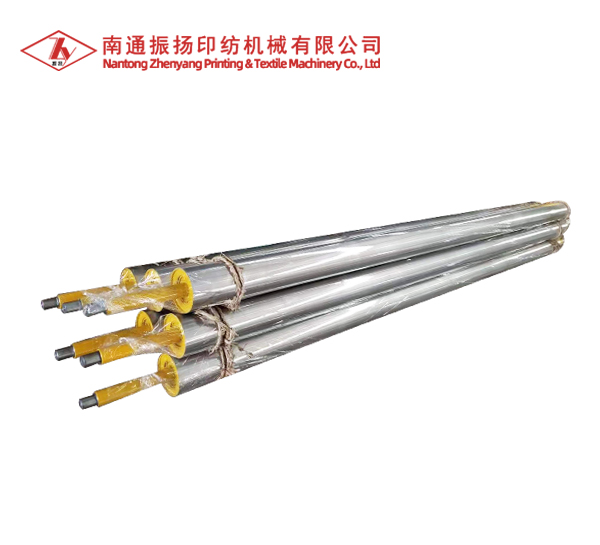
上海不锈钢冷水辊厂家
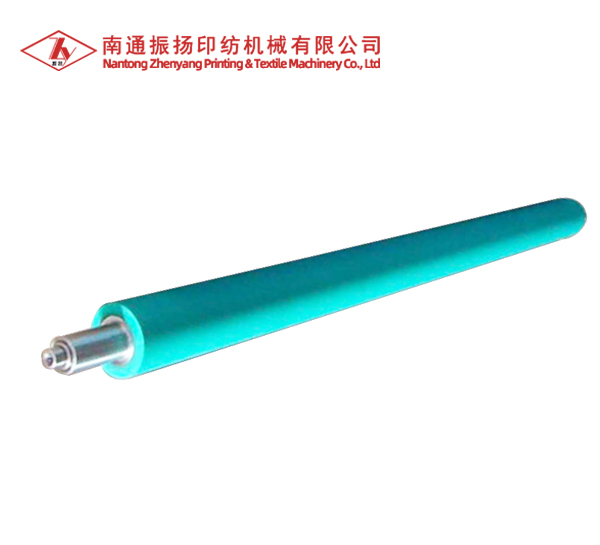
正确的存放方式为:将橡胶辊用净水洗干净,然后用塑料膜密封好,不要让它和空气接触,然后将放在专门存放的地方,切不可东倒西歪,影响其内部的机械性能和橡胶表面的质量。氯丁橡胶辊件:适用于制各软质印刷胶辊、照相凹板印刷胶辊等。胶辊成型可用模压、胶片包卷成型,缠绕成型或压出成型等方法。由于胶料的贮存稳定性差,因此在制造工艺中,应注意避免在直射阳光下停放.同时要控制胶料停放的温度条件。
为了防止硅胶辊出现脱芯现象,关键的是对辊芯的处理。如果硅胶辊在浇注过程中使用的浇注方法不当会引起辊芯表面会形成气泡,从而会降低粘接强度,因此为了避免此类现象发生,要尽量缩短浇注时间。硅胶辊是以金属或其他材料为芯,外覆硅橡胶经硫化制成的辊状制品,具有耐高温、耐臭氧、化学惰性及对塑料的不粘附性优点。由于浇注时间有限,因此还要保证灌注均匀,防止出现过猛灌注,否则会使得物料中的气泡和浇注不妥而导致硅胶辊辊芯表面产生大量气泡,降低了粘接强度。
车间环境堆胶辊的影响在闷热和潮湿的天气和来自周围的灰尘飞扬的环境生产中,机器的高速运转使到胶辊的表面温度不断升高,上海冷水辊胶辊在发热膨胀,加大胶辊的磨擦,这样会使得胶辊的使用寿命缩短。胶辊之间的压力过重胶辊之间的压力重,会增加胶辊之间的摩擦力,使胶辊升温发热,加重胶辊之间的挤压膨胀,加速胶辊的老化和变形,导布辊加快油墨和水的乳化过程,这样不利于油墨的传递。解决的方法就是:胶辊之间的压力应该和接触版面的压力基本一致。擦洗后,再用干净的布擦一遍然后把胶辊装到机器上,以利下次使用。
导布辊是由空心辊筒和设在空心辊筒两端的左、右闷头所组成的导布辊筒组成;贮汽辊筒一般都设在空心辊筒内;一般进汽空心管轴和短轴分别与贮汽辊筒的左右端盖固定联结;其中我们所说蒸汽辊筒组件,由设有左右端盖的贮汽辊筒、进汽空心管轴和短轴所组成;进汽空心管轴的内孔与贮汽辊筒的内腔相贯通;贮汽辊筒沿轴向设有狭缝喷汽嘴;广泛应用和低要求的工作环境,容易安装和简单的交通工具,操作简单、维修方便,安全性高。导布辊上与针铗触处装有特制石墨条,使用时不需要润滑剂,石墨衬条寿命在7200小时以上,磨损后可以更换。
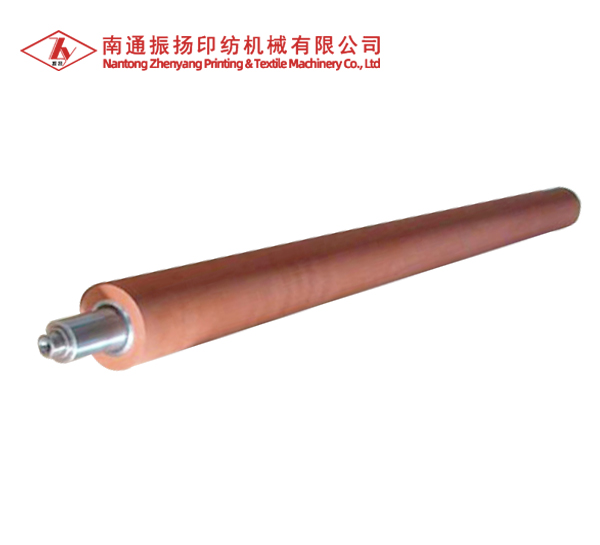
清洗胶辊铁芯:如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净;如果是旧胶辊铁芯,需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。胶辊件打磨:按客户要求的尺寸和形状来打磨,部分客户对胶辊表面要求较高的情况下,需要用数控磨床对胶辊进行镜面的打磨。包胶:对经过上述处理后的胶辊铁芯按客户的要求进行包胶,包胶材料的不同则达到不同的要求,比如:包橡胶的耐油墨性能好,包聚氨酯胶的耐磨耐压性能好,包硅胶的耐高温性能好。胶辊铁芯表面粗糙处理:把胶辊铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
聚氨酯胶辊的卧式生产工艺属于橡胶化工技术领域。所要解决的技术问题是提供一种大型聚氨酯胶辊的卧式生产工艺,以提高胶辊的整体物理性能。大型聚氨酯胶辊的卧式生产工艺包括原料的融化混合、预聚体的合成、胶辊浇注模具的预处理、浇注成型、硫化和车磨加工步骤;其中,胶辊浇注模具的预处理步骤为胶辊浇注模具水平放置并加热至80~85℃;所述浇注成型步骤为温度保持80~85℃的条件下浇注成型。本方法对浇注方式进行了改进,产品缺陷少外观质量好,整体性能优。在技术改造和技术革新中急需聚氨酯胶辊取代普通胶辊,以提高生产效率,节约能耗。
