 13773600026
13773600026 56076560@qq.com
56076560@qq.com

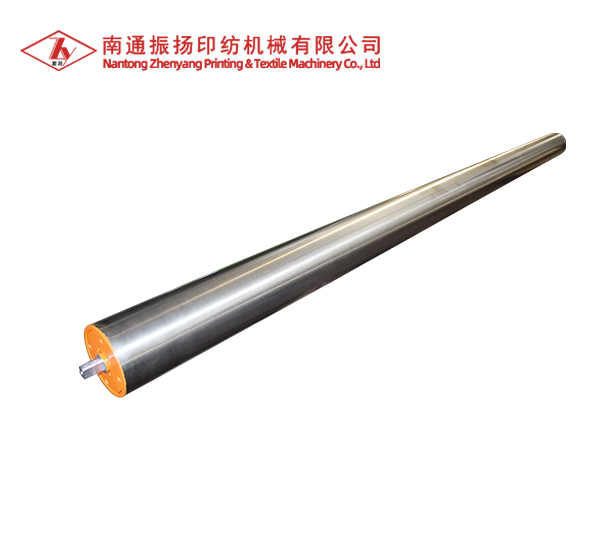
潍坊合肥不锈钢A架辊厂家
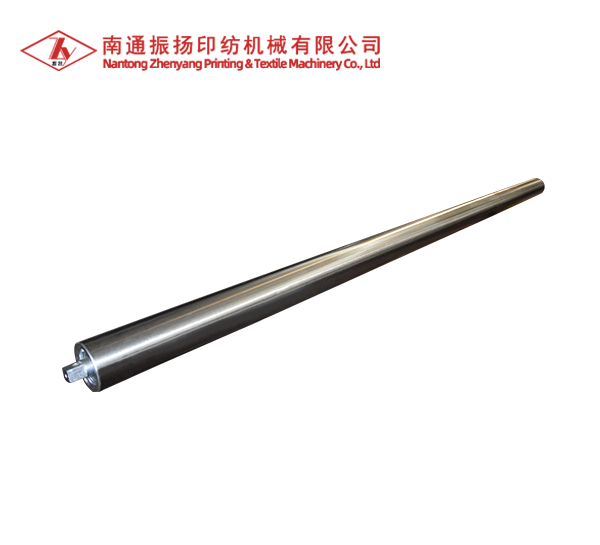
导布辊的导布设备是:织物在进布过程中,当布边发作左右偏移时探边导布设备可使第一节导轨追随布边左右移动,以确保织物正确上针。在染整纺织整布等相关行业当中,都少不了导布辊的作用力,来提高纺织品的制作效率与品质。导布辊较为突出的作为一般多于浆纱机、浆染机以及联合机和定性拉幅机等各种纺织机械设备相互配合的状态下加以运行的。所以导布辊第一个重要的特性,就是要具有通用性,这样在各种机械设备上转换的时候才能够保证产品的性能不下跌下降,也不至于在某一机械上的导布辊发生了故障,其他机械上的产品不能被使用,通用性能为用户端减少了一部分资金投入。
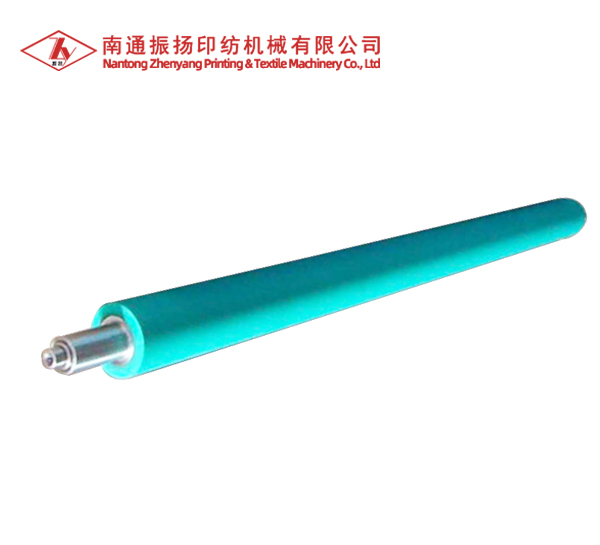
开机加热时,应检查硅胶辊是否正常转,关机时,应注意设定余温延时是否正常,不可直接关机,余温延时设定在40-50分钟;机器在工作中,如遇断电,或其它原因造成突然停机时,应立即戴上手套,边转动胶辊边将其卸下放其它地方散热,以免受热不匀烧坏硅胶辊;更换胶辊紧硅胶时,应等硅胶加热到所需的温度时再进行锁紧固定,但不宜太紧;硅胶辊平时应保持表面洁净,尽量避免转印膜杂物等粘到胶辊表面,如表面已有污物,可用布条加工业酒精进行表面清洁。如有顽固污物可用细砂纸打磨。跟其他印刷胶辊一样,硅胶辊在使用或储存时,不得与其它硬物碰撞,挤压扎;远离腐蚀物品;硅胶温度190度左右即可正常转印,在产品转印合格的情况下,应尽量减小硅胶辊的压力和温度。
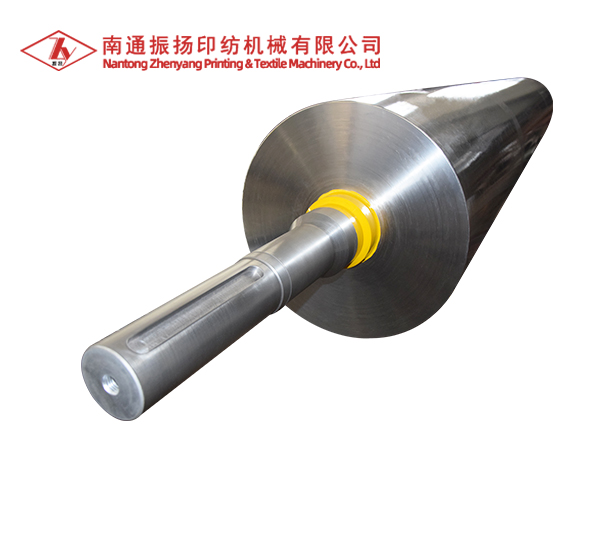
聚氨酯胶辊的卧式生产工艺属于橡胶化工技术领域。所要解决的技术问题是提供一种大型聚氨酯胶辊的卧式生产工艺,以提高胶辊的整体物理性能。大型聚氨酯胶辊的卧式生产工艺包括原料的融化混合、预聚体的合成、胶辊浇注模具的预处理、浇注成型、硫化和车磨加工步骤;其中,胶辊浇注模具的预处理步骤为胶辊浇注模具水平放置并加热至80~85℃;所述浇注成型步骤为温度保持80~85℃的条件下浇注成型。本方法对浇注方式进行了改进,产品缺陷少外观质量好,整体性能优。在技术改造和技术革新中急需聚氨酯胶辊取代普通胶辊,以提高生产效率,节约能耗。
国产聚氨酯胶辊的应用始于80年代初,尔后市场需求日益增大。造纸、钢铁、印染、纺织等行业引进的设备中聚氨酯胶辊备件急需国产化。在技术改造和技术革新中急需聚氨酯胶辊取代普通胶辊,以提高生产效率,节约能耗。随着科学技术的发展,目前出现了一种聚氨酯胶辊的卧式生产工艺,这个发明属于橡胶化工技术领域,特别涉及一种聚氨酯胶辊的卧式生产工艺。新的发明大型聚氨酯胶辊的卧式生产工艺包括原料的融化混合、预聚体的合成、胶辊浇注模具的预处理、浇注成型、硫化和车磨加工步骤。其中,胶辊浇注模具的预处理步骤为胶辊浇注模具水平放置并加热至80~85℃;所述浇注成型步骤为温度保持80~85℃的条件下浇注成型。潍坊合肥A架辊新的发明方法对浇注方式进行了改进,产品缺陷少外观质量好,整体性能优。
硅胶辊具有高回弹、耐高温、耐磨性特性,为避免硅胶辊的橡胶与金属芯因导热差异发生不同缩短而形成胶辊与胶芯之间发生胶层,一般硫化多选用缓慢升温升压的方法,硫化时刻远比橡胶自身所需硫化时刻要长得多。耐磨性好、不易老化、抗静电、防潮防湿。硅胶辊的电绝缘性能在受潮、频率变化或温度升高时变化较小,燃烧后生成二氧化硅仍然是绝缘体,因此在一些需要绝缘的环境下,硅胶辊使用频率也较高。硬度低,柔软性好、无锈无污染。主要用于加工热粘产品,如压延、压纹、印染及薄膜和织物的涂复胶粘剂、塑料复合,电晕处理等机械。
分子量的大小决定了聚氨酯弹性体中的特征基团的密度。聚酯型随着分子量的增加而增加,聚醚型随着分子量的增加而增加,拉伸强度和模量降低。多元醇的分子量应控制在1100~2200之间。随着NCO的增加,聚合物的硬度、抗撕裂性、拉伸强度、拉伸强度和粘度增加,聚合物的粘度降低。伸长率易变形,伸长率降低。由于预聚物和扩链剂的种类不同,工艺条件也不同。混合温度提高了釜的寿命和胶凝时间。固体扩链剂不允许低混合温度。虽然有利于延长釜的使用寿命,改善物理性能,但不易进行消泡和混合,预聚物中未分析扩链剂。交联体系应保持一定程度的过量,使弹性体具有合适的交联度。当链膨胀系数为0.88时,化学交联和物理交联可以达到较好的平衡,弹性体具有全面的性能。
