 13773600026
13773600026 56076560@qq.com
56076560@qq.com

南通高精度橡胶辊定制
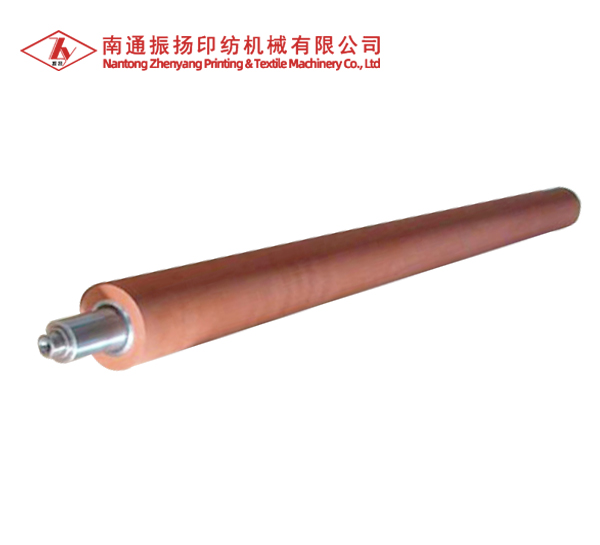
清洗胶辊铁芯:如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净;如果是旧胶辊铁芯,需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。胶辊件打磨:按客户要求的尺寸和形状来打磨,部分客户对胶辊表面要求较高的情况下,需要用数控磨床对胶辊进行镜面的打磨。包胶:对经过上述处理后的胶辊铁芯按客户的要求进行包胶,包胶材料的不同则达到不同的要求,比如:包橡胶的耐油墨性能好,包聚氨酯胶的耐磨耐压性能好,包硅胶的耐高温性能好。胶辊铁芯表面粗糙处理:把胶辊铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
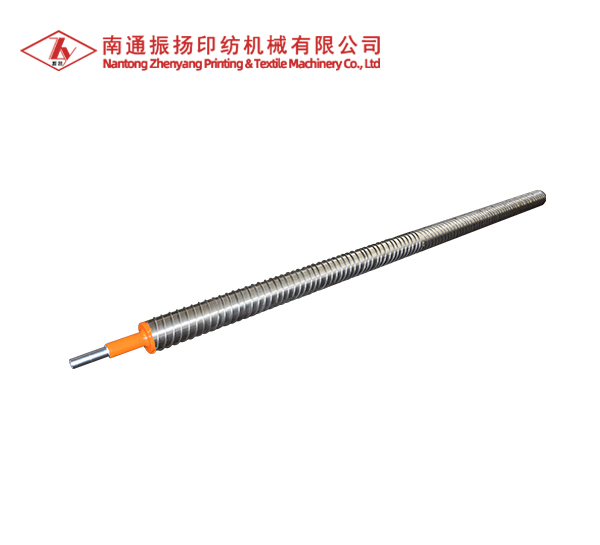
根据橡胶分子链上有无双键存在,分为不饱和橡胶与饱和橡胶两大类,不饱和橡胶由于分子链上具有双键,一般化学活性较高,易于与硫化剂反应,硫化速率快,导布辊也易于与氧、臭氧等反应,耐老化性不好,使用温度较低;辊件同时由于双键的隔离作用,分子活动性较高,弹性高,耐寒性好。清洗胶辊铁芯:如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净;如果是旧胶辊铁芯,分丝辊需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。胶辊铁芯表面粗糙处理:把胶辊铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
聚氨酯胶辊的卧式生产工艺属于橡胶化工技术领域。所要解决的技术问题是提供一种大型聚氨酯胶辊的卧式生产工艺,以提高胶辊的整体物理性能。南通橡胶辊大型聚氨酯胶辊的卧式生产工艺包括原料的融化混合、预聚体的合成、胶辊浇注模具的预处理、浇注成型、硫化和车磨加工步骤;其中,胶辊浇注模具的预处理步骤为胶辊浇注模具水平放置并加热至80~85℃;所述浇注成型步骤为温度保持80~85℃的条件下浇注成型。本方法对浇注方式进行了改进,产品缺陷少外观质量好,整体性能优。在技术改造和技术革新中急需聚氨酯胶辊取代普通胶辊,以提高生产效率,节约能耗。
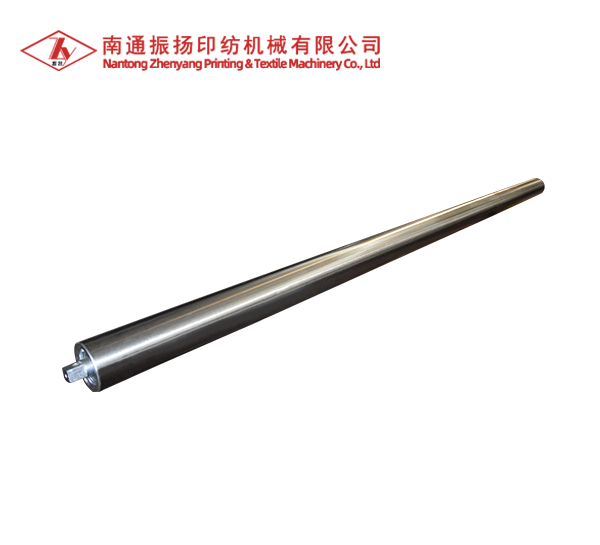
提高工作辊的使用寿命:国外的研究结果是可提高使用寿命2~3倍,这是由于普通辊的抗事故能力比镀铬辊差,辊面容易被带钢勒伤或划伤,并受带钢宽窄限制的缘故。减小工作辊表面粗糙度的下降率:试验的结果是镀铬辊上、下辊表面粗糙度的下降率分别为37.8%和39.7%,而普通辊分别为77.0%和73.0%。减少带钢表面粗糙度的下降率:试验的结果是镀铬辊轧制的带钢上、下表面粗糙度的下降率分别为6.3%和5.9%,而普通辊轧制的分别为42.3%和41.5%。不受带钢宽窄变化的限制,可实现自由轧制。获得更加均匀一致的带钢表面光洁度,带钢喷漆后具有较高的光亮度。
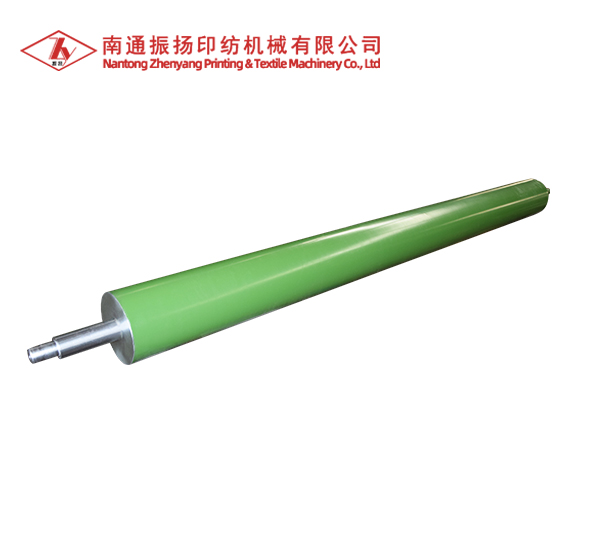
胶型和硬度对于不同的印刷方式来说都是非常重要的,不同的印刷要求胶辊具有不同的机械标准和化学标准。以胶印为例,硬度在一定程度上可反映橡胶的品质,硬度过大可能使其抗腐蚀能力得到一定增强,但是带水和带墨能力下降,并且对于印刷机器的损耗以及对于PS版的图文的磨损增加。硬度过小则可能因抗压和耐腐蚀的能力差而造成胶辊使用寿命过短。确定硬度的原则是:在要保证良好的上水和上墨能力,且有足够的抵抗化学腐蚀和物理作用能力的前提下,印刷胶辊的硬度应适当的降低。在实际印刷应用中,选用适当的胶型可避免由于胶辊的原因引发的印刷质量故障,以保证印刷相对稳定顺畅。
