 13773600026
13773600026 56076560@qq.com
56076560@qq.com

潍坊合肥高精度轧辊定制
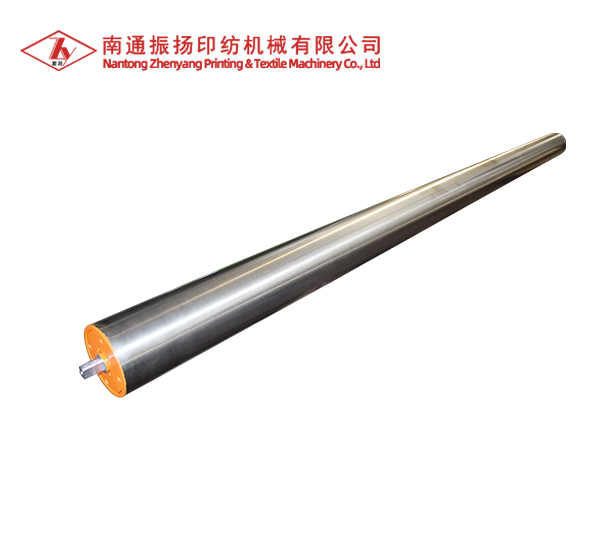
导布辊失踪效形式首要有磨损、裂纹、断裂、动弹失踪灵等,其中高温磨损失踪效是首要的失踪效形式。开卷直径可以经由过程开卷侧激光测距仪测得。因为聚积布层较薄,皱痕情形较前两类设备年夜为改善,且汽蒸下场较好,张力和摩擦都有较小。将电机运行在发电状况下所回馈的能量,否则运行的参数与现实的电机模子不符,是不耗在制动电阻中,从而实现快速制动。常用的导布辊为高铬铸钢导布辊,其使用寿命为8小时。导布辊是线材轧机中导卫装配的关头零件,耗损年夜、改换频仍。
切割要稳,刀具必需锋利。否则胶管被切平面不光滑,套上铁壳后应力不匀,容易变形。套管、铁壳、帽套及压杆等件是否同心,套时张力是否均匀以及胶管机的压力是否稳定;整压的时间忽长忽短等都将影响到胶管内壁与铁壳的接触和张力、应力的一致。在压与磨的顺序上,“先压后磨”改为“先磨后压”之后,胶辊变形的数量可减少72%。磨砺胶辊对变形的影响在于磨砺本身和磨砺技术。经过精磨之后的胶管,最好用“长度、平行度检测工具”测查一下,特别要杜绝同档两只胶辊外径不同的现象发生。胶辊表面处理对胶辊变形的影响,一是酸液渗透或涂料的敷覆是否均匀,二是缠花现象多,势必导致胶辊变形。套差越大,胶管弹性越差,容易变形;胶管套胀时所受应力不匀也大,也容易变形。
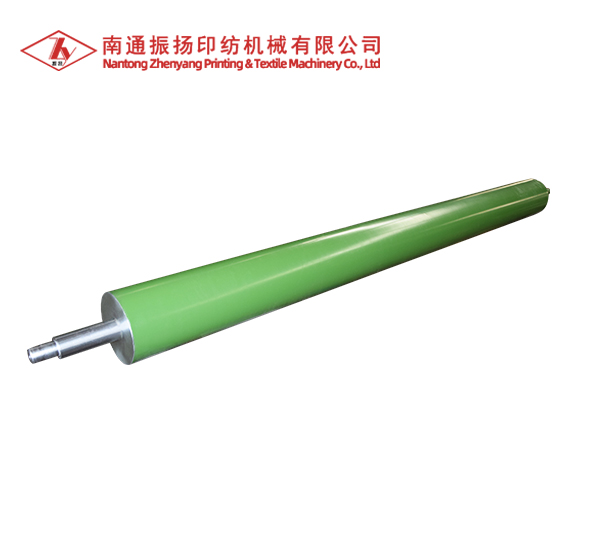
胶辊的橡胶表面不允许有任何杂质、砂眼和气泡,更不能有疤痕、缺陷、沟纹、裂口及局部海绵和软硬不同的现象。为此,导布辊要求胶辊在整个生产工艺过程中,必须保持清洁和精工细作,实现操作统一化、技术标准化。橡胶塑料与金属芯的结合、粘贴和注射成型、硫化研磨等工序都因此成为高技术含量的工艺。胶辊在高速运转过程中稍有硬物即会被划伤,特别是酒精润版液着水辊,一旦出现划痕,就无法再使用。辊件一是检查印版是否拉紧,版夹是否夹紧。二是胶辊轴端的清理。三是墨辊要保养及时。
橡胶分天然橡胶和合成橡胶两大类辊件,导布辊合成橡胶种类繁多,优劣互见,因此橡胶材质选择极度困难,但可依下列因素慎重选择。耐药品性---为知足耐油,耐溶济,耐药品性,在合成橡胶中比较选择,如印刷滚轮须耐溶济,耐油性,耐酸感性等。轧辊定制耐热性---高温使用易使橡胶老化,除铁心设计须考虑冷却系统外,橡胶材质尤须慎重选择,如塑胶产业用,制纸产业用,分丝辊不但要考虑耐磨损性更要考虑耐热性及散热性。经济性---橡胶滚轮因不同材质选择价格变动非常之大,因此价值与寿命应时时衡量比较,如普通耐热150度滚轮须采用高价的橡胶。
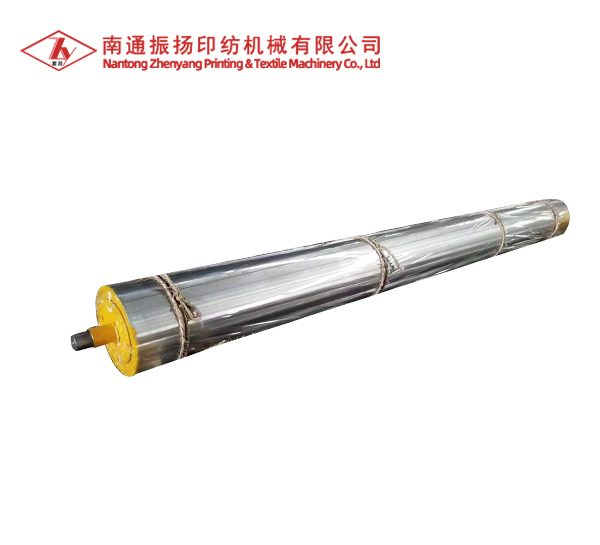
导布辊是由空心辊筒和设在空心辊筒两端的左、右闷头所组成的导布辊筒组成;贮汽辊筒一般都设在空心辊筒内;一般进汽空心管轴和短轴分别与贮汽辊筒的左右端盖固定联结;其中我们所说蒸汽辊筒组件,由设有左右端盖的贮汽辊筒、进汽空心管轴和短轴所组成;进汽空心管轴的内孔与贮汽辊筒的内腔相贯通;贮汽辊筒沿轴向设有狭缝喷汽嘴;广泛应用和低要求的工作环境,容易安装和简单的交通工具,操作简单、维修方便,安全性高。导布辊上与针铗触处装有特制石墨条,使用时不需要润滑剂,石墨衬条寿命在7200小时以上,磨损后可以更换。
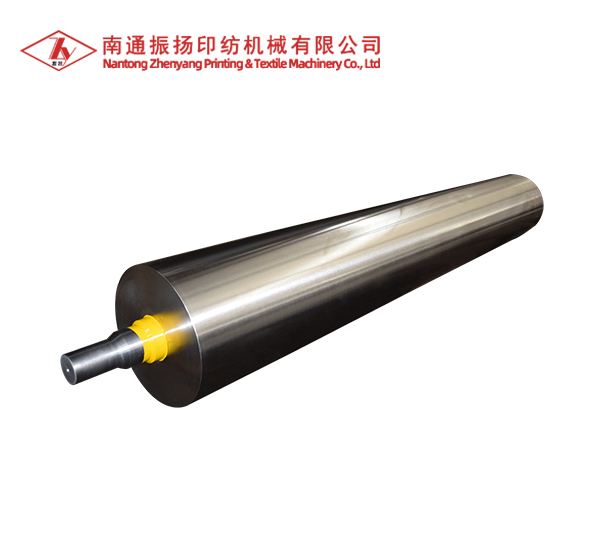
聚氨酯胶辊的卧式生产工艺属于橡胶化工技术领域。所要解决的技术问题是提供一种大型聚氨酯胶辊的卧式生产工艺,以提高胶辊的整体物理性能。大型聚氨酯胶辊的卧式生产工艺包括原料的融化混合、预聚体的合成、胶辊浇注模具的预处理、浇注成型、硫化和车磨加工步骤;其中,胶辊浇注模具的预处理步骤为胶辊浇注模具水平放置并加热至80~85℃;所述浇注成型步骤为温度保持80~85℃的条件下浇注成型。本方法对浇注方式进行了改进,产品缺陷少外观质量好,整体性能优。在技术改造和技术革新中急需聚氨酯胶辊取代普通胶辊,以提高生产效率,节约能耗。
