 13773600026
13773600026 56076560@qq.com
56076560@qq.com

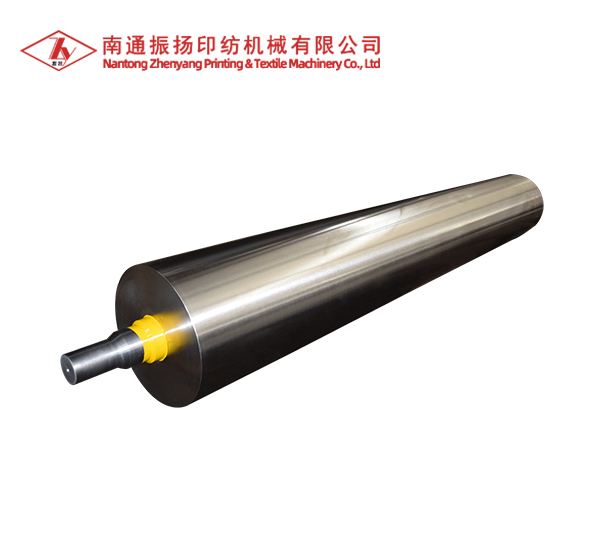
苏州不锈钢轧辊厂家
确定胶辊需求:确定您需要购买胶辊的尺寸、颜色、硬度及是否耐高温、耐溶剂等。寻找一家合适的胶辊厂家:建议直接与优质的胶辊厂家合作,这样可与胶辊厂直接沟通您对胶辊的要求,方便其制造的胶辊能满足您的要求,其次在价格方面导布辊与胶辊厂直接合作也会有一定的优势。询价、签署采购协议:双方洽谈好价格后,签署采购协议。胶辊厂开始生产胶辊:胶辊厂与采购方签署协议后,收到采购方的定金即会开始生产胶辊,根据不锈钢轧辊胶辊量的多少,一般情况下,交货期为3-7天。发货:胶辊厂将生产好的胶辊通过快递或者货运的方式发给客户,客户如果近的话也可自行上门提取。
橡胶辊修复包括将经使用磨损或去除了表面缺陷后的橡胶辊恢复到原始设计尺寸,修理有表面缺陷的橡胶辊,以及导布辊把使用后的橡胶辊加工成用于其他机架的较小尺寸轧辊。橡胶辊常用的修复方法有:辊身表面和辊颈的堆焊;橡胶辊表面缺陷的车削和磨削;辊身和辊颈的镶套;断裂辊颈的熔接或铝热焊接;机械修补法。机械修补法是首先用钻孔法去除轧辊表面的缺陷,然后将金属销或楔嵌入钻孔并将孔填满,使金属自身销紧弥合;或者在橡胶辊表面裂纹的两边钻孔并压入连接销钉,以防裂纹继续扩展。橡胶辊修复是降低消耗的有效措施。但修复方法的选择受轧辊品种,轧辊辊件的受力状态,产品表面质量要求等因素的制约。
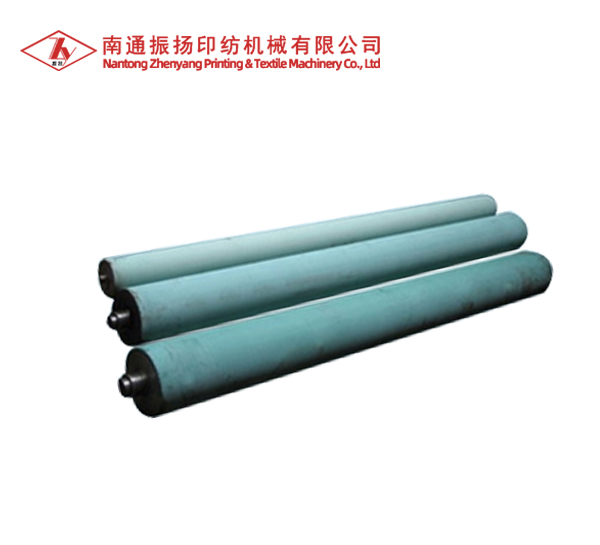
聚氨酯胶辊的卧式生产工艺属于橡胶化工技术领域。所要解决的技术问题是提供一种大型聚氨酯胶辊的卧式生产工艺,以提高胶辊的整体物理性能。大型聚氨酯胶辊的卧式生产工艺包括原料的融化混合、预聚体的合成、胶辊浇注模具的预处理、浇注成型、硫化和车磨加工步骤;其中,胶辊浇注模具的预处理步骤为胶辊浇注模具水平放置并加热至80~85℃;所述浇注成型步骤为温度保持80~85℃的条件下浇注成型。本方法对浇注方式进行了改进,产品缺陷少外观质量好,整体性能优。在技术改造和技术革新中急需聚氨酯胶辊取代普通胶辊,以提高生产效率,节约能耗。
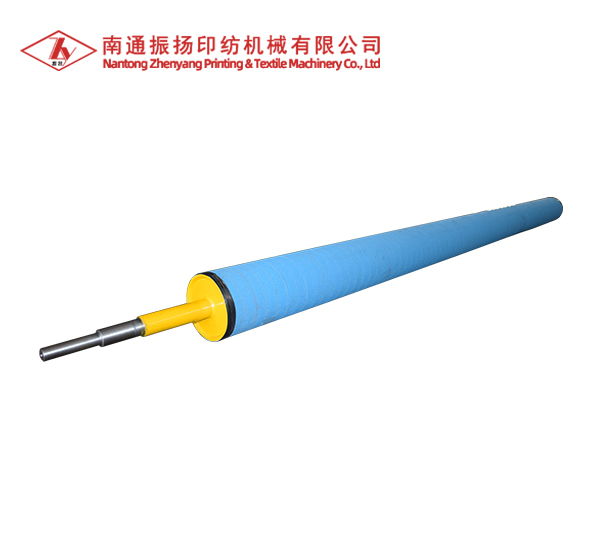
清洗胶辊铁芯:如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净;如果是旧胶辊铁芯,需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。胶辊件打磨:按客户要求的尺寸和形状来打磨,部分客户对胶辊表面要求较高的情况下,需要用数控磨床对胶辊进行镜面的打磨。包胶:对经过上述处理后的胶辊铁芯按客户的要求进行包胶,包胶材料的不同则达到不同的要求,比如:包橡胶的耐油墨性能好,包聚氨酯胶的耐磨耐压性能好,包硅胶的耐高温性能好。胶辊铁芯表面粗糙处理:把胶辊铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
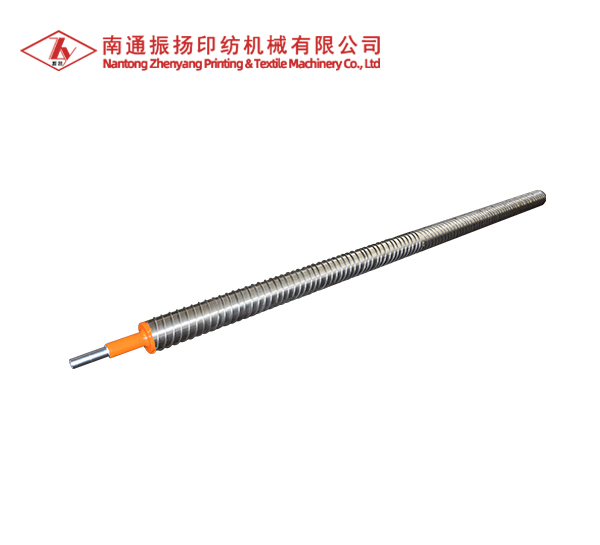
导布辊由多根细杆组成,由细杆对布料进行导向,在导向的过程中,导布辊转动时候各个细杆轮流接触布匹,布料在使布料产生垂直于布料表面方向的摆动,利用导布辊的转动及布料本身的摆动对染料进行搅拌,搅拌效果好的时候还能起到整理布匹的作用,且由于导布辊一般会铺设于整个布匹染缸的腔室内,搅拌面积大,范围广,使搅拌更加均匀;细杆均匀分布在圆盘之间使导布辊各个方向的重力一致,不会发生影响导布辊转动的情况。
在实际印刷生产中,橡胶的黏弹性效应对胶辊的动态硬度、印刷压力以及胶辊内的热量积累会产生直接的影响。平版胶印中的热量积累是比较容易发生的,因此在平版印刷中使用的胶辊材料应选取黏弹性相对滞后的橡胶材料,这对于控制胶辊尺寸稳定性和橡胶老化,防止过度的印刷压力是非常重要的。较高的温度和较宽的压痕都会导致印刷过程中实际压力的非线性增加,从而引起胶辊体内的热积累剧增,直接导致胶辊损坏。此外,不同的印刷方式中,的热积累也有区别,如胶印,单张纸胶印就比卷筒纸胶印的热积累高。
