 13773600026
13773600026 56076560@qq.com
56076560@qq.com

南通高精度印花机主动辊厂家
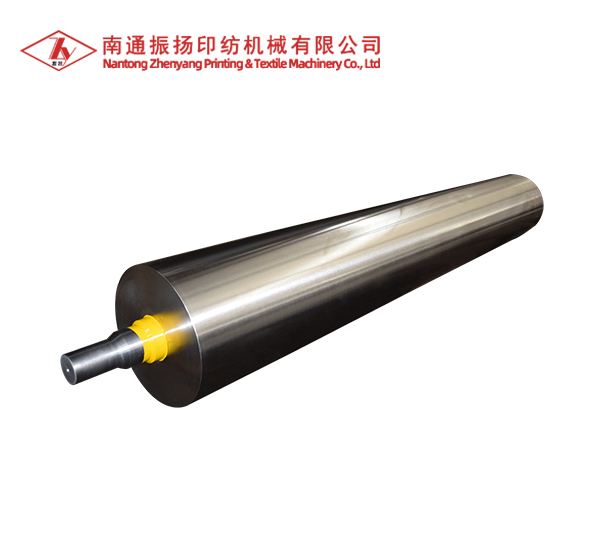
为了防止硅胶辊出现脱芯现象,关键的是对辊芯的处理。如果硅胶辊在浇注过程中使用的浇注方法不当会引起辊芯表面会形成气泡,从而会降低粘接强度,因此为了避免此类现象发生,要尽量缩短浇注时间。硅胶辊是以金属或其他材料为芯,外覆硅橡胶经硫化制成的辊状制品,具有耐高温、耐臭氧、化学惰性及对塑料的不粘附性优点。由于浇注时间有限,因此还要保证灌注均匀,防止出现过猛灌注,否则会使得物料中的气泡和浇注不妥而导致硅胶辊辊芯表面产生大量气泡,降低了粘接强度。
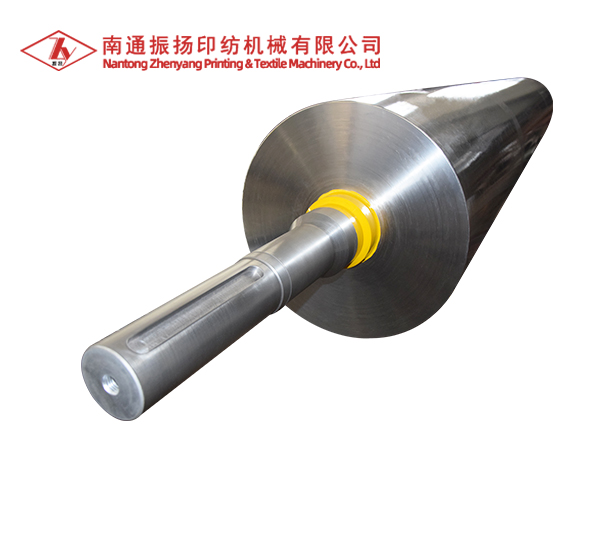
根据橡胶分子链上有无双键存在,分为不饱和橡胶与饱和橡胶两大类,不饱和橡胶由于分子链上具有双键,一般化学活性较高,易于与硫化剂反应,硫化速率快,导布辊也易于与氧、臭氧等反应,耐老化性不好,使用温度较低;辊件同时由于双键的隔离作用,分子活动性较高,弹性高,耐寒性好。清洗胶辊铁芯:如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净;如果是旧胶辊铁芯,分丝辊需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。胶辊铁芯表面粗糙处理:把胶辊铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
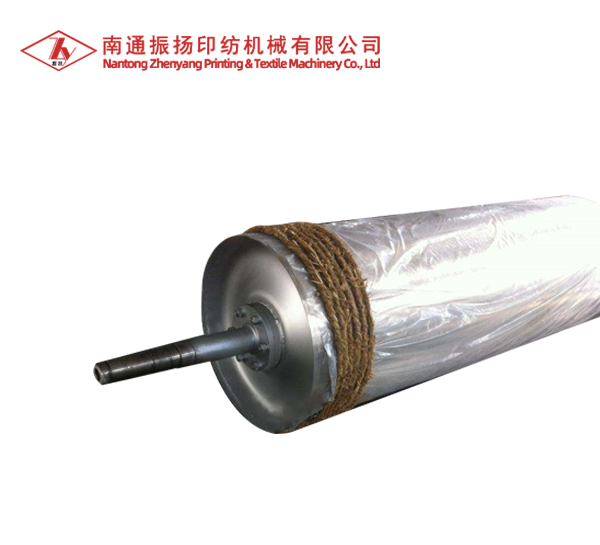
对胶辊来说,胶料的混炼是关键的环节。胶辊用胶料种类从天然橡胶、合成橡胶到特种材料多达10余种以上,含胶率为25%~85%,硬度为(0~90)度,跨越极大范围。因此,如何使这些胶料混炼均匀已成为一大难题。辊件常规的方法是采用开炼机以多种母炼胶的形式进行混炼加工。胶辊成型主要是在金属芯上粘贴包覆橡胶,有包贴法、挤出法、模压法、注压法和注射法等。目前国内主要以机械或手工粘贴成型为主,国外多数已实现了机械自动化。目前,大中型胶辊的硫化方式依然是硫化罐硫化,虽然柔性加压模式有所改变,但仍未脱离往返运输吊卸的繁重劳动负担。导布辊硫化热源有蒸汽、热空气和热水3种加热方式,主流仍是蒸汽。
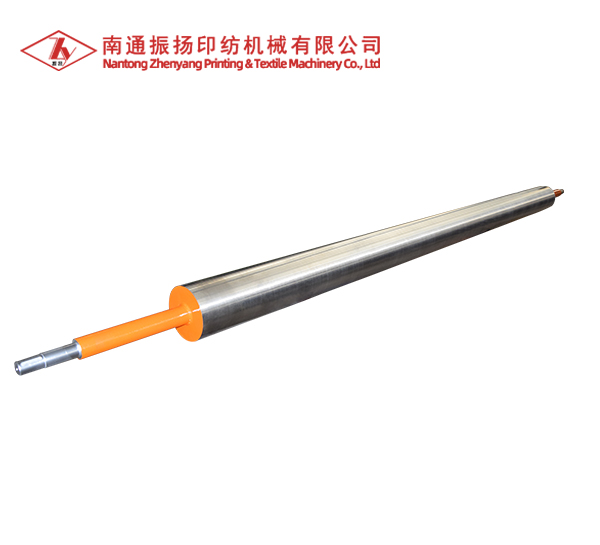
橡胶分天然橡胶和合成橡胶两大类辊件,导布辊合成橡胶种类繁多,优劣互见,因此橡胶材质选择极度困难,但可依下列因素慎重选择。耐药品性---为知足耐油,耐溶济,耐药品性,在合成橡胶中比较选择,如印刷滚轮须耐溶济,耐油性,耐酸感性等。耐热性---高温使用易使橡胶老化,除铁心设计须考虑冷却系统外,橡胶材质尤须慎重选择,如塑胶产业用,制纸产业用,分丝辊不但要考虑耐磨损性更要考虑耐热性及散热性。经济性---橡胶滚轮因不同材质选择价格变动非常之大,因此价值与寿命应时时衡量比较,如普通耐热150度滚轮须采用高价的橡胶。
国产聚氨酯胶辊的应用始于80年代初,尔后市场需求日益增大。造纸、钢铁、印染、纺织等行业引进的设备中聚氨酯胶辊备件急需国产化。在技术改造和技术革新中急需聚氨酯胶辊取代普通胶辊,以提高生产效率,节约能耗。随着科学技术的发展,目前出现了一种聚氨酯胶辊的卧式生产工艺,这个发明属于橡胶化工技术领域,特别涉及一种聚氨酯胶辊的卧式生产工艺。新的发明大型聚氨酯胶辊的卧式生产工艺包括原料的融化混合、预聚体的合成、胶辊浇注模具的预处理、浇注成型、硫化和车磨加工步骤。其中,胶辊浇注模具的预处理步骤为胶辊浇注模具水平放置并加热至80~85℃;所述浇注成型步骤为温度保持80~85℃的条件下浇注成型。南通印花机主动辊新的发明方法对浇注方式进行了改进,产品缺陷少外观质量好,整体性能优。
