 13773600026
13773600026 56076560@qq.com
56076560@qq.com

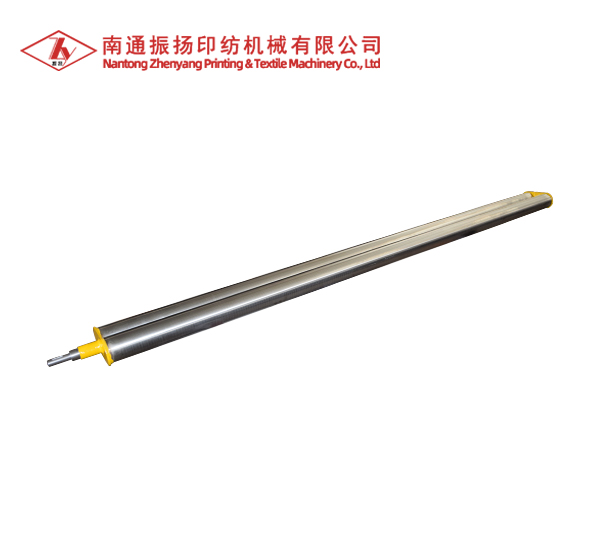
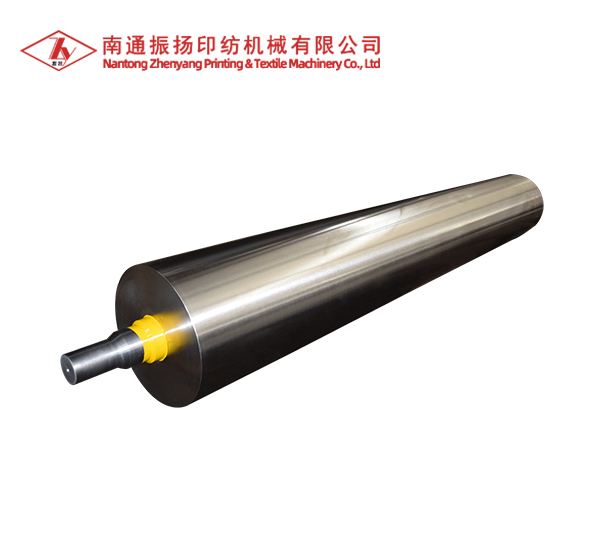
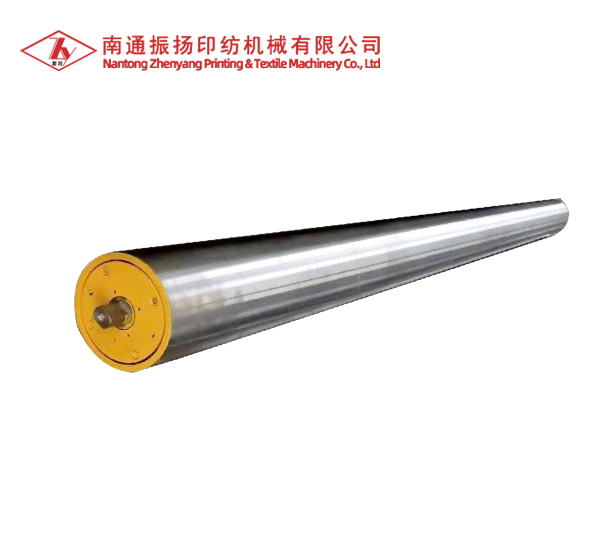
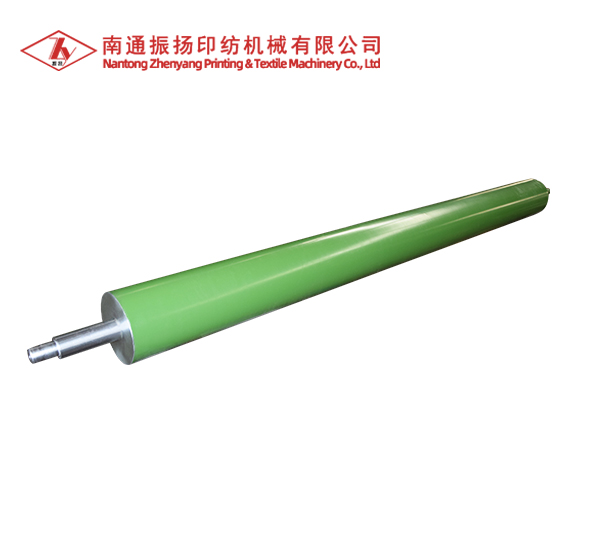
潍坊合肥不锈钢包覆辊定制
新铸制的胶辊辊件不宜马上投入使用由于新铸制的胶辊内部结构还不够稳定,若立即投入使用,容易降低使用寿命。故刚出筒的新胶辊应放置一段时间,使导布辊接触外界环境温湿度后,保持相对的稳定状态,这样可以增加胶体的坚韧性,从而提高耐用效果。天气寒冷时,油墨打不匀,可适当在油墨中添加辅助材料,禁止用红外线取暖器等设备烘烤油墨胶辊,防止胶辊氧化。胶辊轴头、轴承应保持良好的润滑胶辊轴头、轴承的精度直接影响到传墨、布墨的效果。若润滑不良引起胶辊轴头,轴承的磨损、间隙,必然导致印刷墨色不均匀的弊病。分丝辊同时也会因跳胶、滑胶等不良情况引起印刷杠痕。所以,平时应勤给胶辊轴头、轴承加注润滑油,以防止机件磨损胶辊的正常使用,确保印刷质量。
切割要稳,刀具必需锋利。否则胶管被切平面不光滑,套上铁壳后应力不匀,容易变形。套管、铁壳、帽套及压杆等件是否同心,套时张力是否均匀以及胶管机的压力是否稳定;整压的时间忽长忽短等都将影响到胶管内壁与铁壳的接触和张力、应力的一致。包覆辊定制在压与磨的顺序上,“先压后磨”改为“先磨后压”之后,胶辊变形的数量可减少72%。磨砺胶辊对变形的影响在于磨砺本身和磨砺技术。经过精磨之后的胶管,最好用“长度、平行度检测工具”测查一下,特别要杜绝同档两只胶辊外径不同的现象发生。胶辊表面处理对胶辊变形的影响,一是酸液渗透或涂料的敷覆是否均匀,二是缠花现象多,势必导致胶辊变形。套差越大,胶管弹性越差,容易变形;胶管套胀时所受应力不匀也大,也容易变形。
橡胶辊辊件在制作过程中会用到野胶和覆膜,而覆膜是包装印刷产品常用的生产工艺。一般印刷产品通过覆膜后,不仅可以达到防水、防污、耐热、耐光、耐磨擦,还能提高或降低产品表面的光亮度,以便产品适应不同情况的使用要求。在覆膜过程中,聚积在橡胶辊上的覆膜胶对印张产生一定强度的粘拉力,这个“拉力”正好与覆膜印张的“走纸”方向相反,那么,覆膜印张在高速条件下的滚压瞬间,由于橡胶辊上的覆膜胶对印张局部的粘拉力作用,导致了覆膜印张的局部拉伸变形,导布辊这种变形主要表现为纸面出现明显的凸凹不平状,甚至出现卷曲现象,造成修裁或模切规格不准。
导布辊工作原理是:当布边处于红外探头位置或左或右时,红外放大器输出相应的正信号或负信号,信号经控制器处理推动驱动器的电机,使驱动器输出轴正转或反转,通过齿轮齿条机构带动导轨左右移动,使布边回到探头的中间位置,辊件装置具有抗干扰能力强,对织物颜色和厚度几乎无要求,灵敏度高,能耗低,调节范围宽度等优点。导布辊的导布装置首先是:将织物在进布过程中,当布边发生左右偏移时探边导布装置可使一节导轨追随布边左右移动,以保证织物正确上针。本机所采用的红外探边自动调节装置由红外传感器(探头)两只,控制器一个,驱动器两套组成。
正确装卸胶辊:1安装时,把新胶辊两端的杂质清洗干净,然后选择用规格、型号、质量等均符合设计要求的轴承,在各个配件上都涂上润滑油,以方便安装;导布辊正确、均匀地用力捶打专用轴承套管,或用铜块垫着敲击,直到轴承安装到位。禁止对轴承随意敲打、直接施力,以免损害。2在安装和拆卸胶辊时,均应轻拿轻放,以免碰撞辊颈和胶面,造成辊件辊体损伤、弯曲或胶面破损;辊颈与轴承配合要严密,若松动应及时补焊修理。3在拆卸胶辊时要注意旧胶辊两端的位置和相邻两根胶辊的位置,在两端的轴头和相邻胶辊上做上记号,或按顺序放置,以免在胶辊安装后,还要重新磨合,影响印刷质量。
可以尝试下将导布辊辊筒表面的温度升高,这样橡胶受就容易剥除了。建议加热设备可以配电加热模温机,模温机可以使将分丝辊模具温度控制更均匀,提高产品成型效率,降低不良品的产生,提高产品的外观,抵制产品的缺陷,加快生产进度,降低能耗节约能源。橡胶辊的化学物质:橡胶是不饱和的,每一个链节都含有一个双键,能够进行加成反应。橡胶辊辊件具有综合性能好的物理机械性能,橡胶分子结构规整性好,外力作用下可以发生结晶,为结晶型橡胶,属于自补强性橡胶,拉伸强度、定伸应力、撕裂强度等物理机械性能较好。
