 13773600026
13773600026 56076560@qq.com
56076560@qq.com

宣城高精度冷水辊厂家
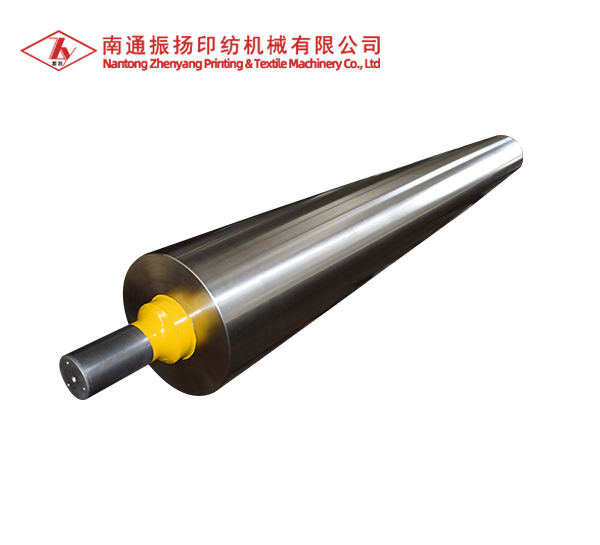
橡胶辊的打磨方法很多。当胶辊硫化冷却可打磨时,将胶辊装在打磨机上(打磨机工作原理与机械外圆磨相同)并固定好,开同机器使胶辊自转,导布辊再开动砂轮磨削机并在砂轮与胶辊间喷水。氯磺化聚乙烯;具有高韧性及弹性.耐磨耗,耐热性可达150度,对各种化学药品、油有好的抗耐性,有极佳的绝缘性。辊件可用除浇铸法以外的各种方法制造,生产过程中胶料要避免阳光照射。先用粗砂轮(或金钢砂砂轮)打磨用细砂轮整磨,在打磨时应注意做到边磨边喷水,防止胶粉粘砂轮,千万不能停水、停水会使胶辊打磨时发热,使胶料受热而脱硫发生发粘影响打磨的质量。
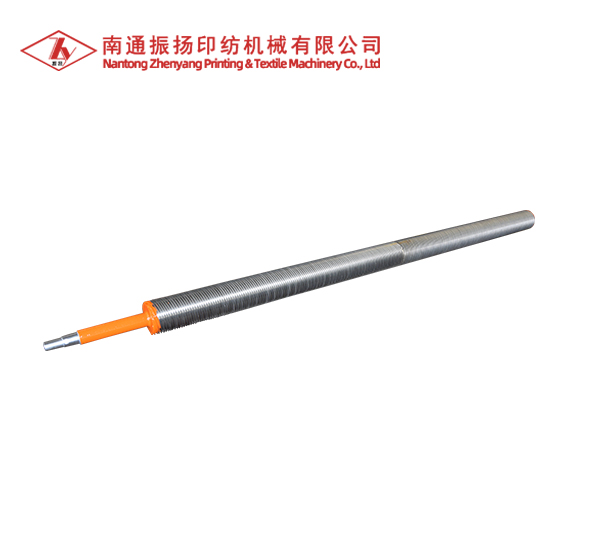
新铸制的胶辊辊件不宜马上投入使用由于新铸制的胶辊内部结构还不够稳定,若立即投入使用,容易降低使用寿命。故刚出筒的新胶辊应放置一段时间,使导布辊接触外界环境温湿度后,保持相对的稳定状态,这样可以增加胶体的坚韧性,从而提高耐用效果。天气寒冷时,油墨打不匀,可适当在油墨中添加辅助材料,禁止用红外线取暖器等设备烘烤油墨胶辊,防止胶辊氧化。胶辊轴头、轴承应保持良好的润滑胶辊轴头、轴承的精度直接影响到传墨、布墨的效果。若润滑不良引起胶辊轴头,轴承的磨损、间隙,必然导致印刷墨色不均匀的弊病。分丝辊同时也会因跳胶、滑胶等不良情况引起印刷杠痕。所以,平时应勤给胶辊轴头、轴承加注润滑油,以防止机件磨损胶辊的正常使用,确保印刷质量。
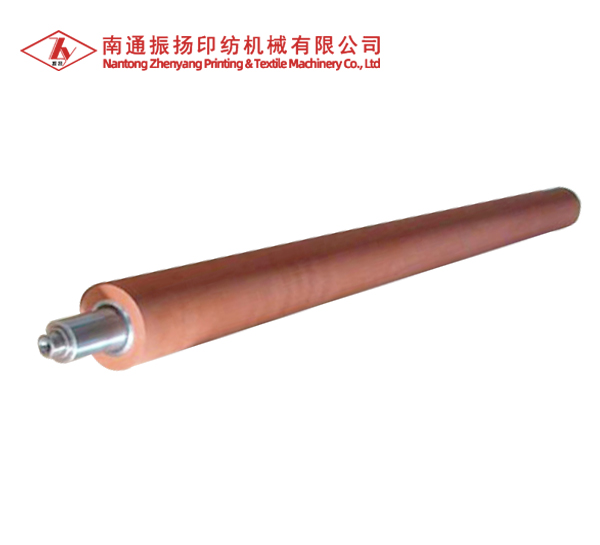
胶辊的橡胶表面不允许有任何杂质、砂眼和气泡,更不能有疤痕、缺陷、沟纹、裂口及局部海绵和软硬不同的现象。为此,高精度冷水辊导布辊要求胶辊在整个生产工艺过程中,必须保持清洁和精工细作,实现操作统一化、技术标准化。橡胶塑料与金属芯的结合、粘贴和注射成型、硫化研磨等工序都因此成为高技术含量的工艺。胶辊在高速运转过程中稍有硬物即会被划伤,特别是酒精润版液着水辊,一旦出现划痕,就无法再使用。辊件一是检查印版是否拉紧,版夹是否夹紧。二是胶辊轴端的清理。三是墨辊要保养及时。
清洗胶辊铁芯:如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净;如果是旧胶辊铁芯,需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。胶辊件打磨:按客户要求的尺寸和形状来打磨,部分客户对胶辊表面要求较高的情况下,需要用数控磨床对胶辊进行镜面的打磨。包胶:对经过上述处理后的胶辊铁芯按客户的要求进行包胶,包胶材料的不同则达到不同的要求,比如:包橡胶的耐油墨性能好,包聚氨酯胶的耐磨耐压性能好,包硅胶的耐高温性能好。胶辊铁芯表面粗糙处理:把胶辊铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
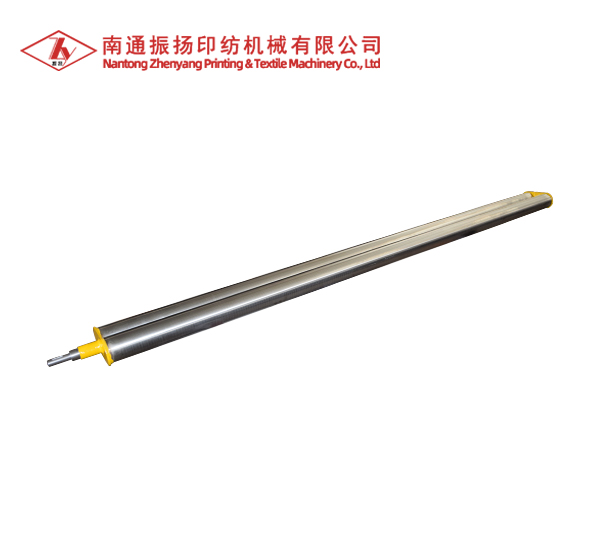
聚氨酯胶辊的卧式生产工艺属于橡胶化工技术领域。所要解决的技术问题是提供一种大型聚氨酯胶辊的卧式生产工艺,以提高胶辊的整体物理性能。大型聚氨酯胶辊的卧式生产工艺包括原料的融化混合、预聚体的合成、胶辊浇注模具的预处理、浇注成型、硫化和车磨加工步骤;其中,胶辊浇注模具的预处理步骤为胶辊浇注模具水平放置并加热至80~85℃;所述浇注成型步骤为温度保持80~85℃的条件下浇注成型。本方法对浇注方式进行了改进,产品缺陷少外观质量好,整体性能优。在技术改造和技术革新中急需聚氨酯胶辊取代普通胶辊,以提高生产效率,节约能耗。
