 13773600026
13773600026 56076560@qq.com
56076560@qq.com

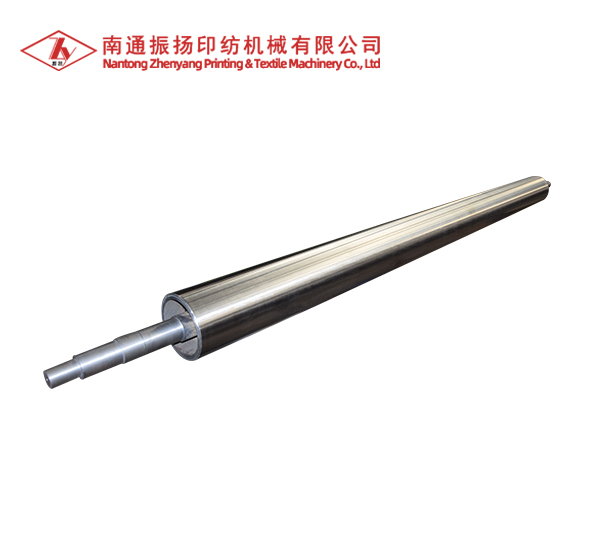
昆山不锈钢支撑辊厂家
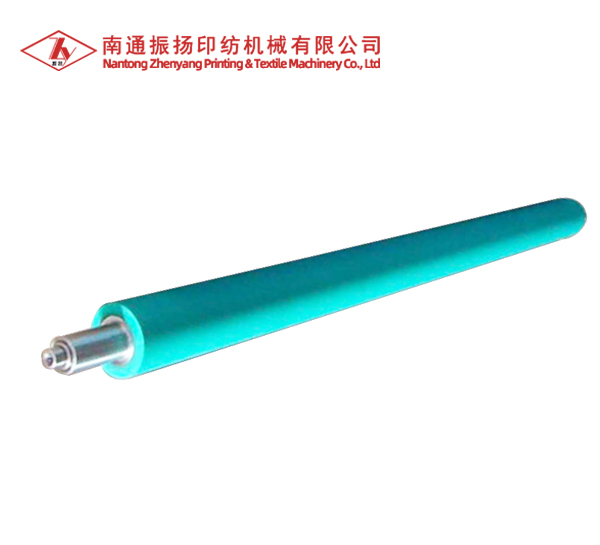
橡胶辊修复包括将经使用磨损或去除了表面缺陷后的橡胶辊恢复到原始设计尺寸,修理有表面缺陷的橡胶辊,以及导布辊把使用后的橡胶辊加工成用于其他机架的较小尺寸轧辊。橡胶辊常用的修复方法有:辊身表面和辊颈的堆焊;橡胶辊表面缺陷的车削和磨削;辊身和辊颈的镶套;断裂辊颈的熔接或铝热焊接;机械修补法。机械修补法是首先用钻孔法去除轧辊表面的缺陷,然后将金属销或楔嵌入钻孔并将孔填满,使金属自身销紧弥合;或者在橡胶辊表面裂纹的两边钻孔并压入连接销钉,以防裂纹继续扩展。橡胶辊修复是降低消耗的有效措施。但修复方法的选择受轧辊品种,轧辊辊件的受力状态,产品表面质量要求等因素的制约。
聚氨酯胶辊的卧式生产工艺属于橡胶化工技术领域。所要解决的技术问题是提供一种大型聚氨酯胶辊的卧式生产工艺,以提高胶辊的整体物理性能。大型聚氨酯胶辊的卧式生产工艺包括原料的融化混合、预聚体的合成、胶辊浇注模具的预处理、浇注成型、硫化和车磨加工步骤;其中,胶辊浇注模具的预处理步骤为胶辊浇注模具水平放置并加热至80~85℃;所述浇注成型步骤为温度保持80~85℃的条件下浇注成型。本方法对浇注方式进行了改进,产品缺陷少外观质量好,整体性能优。在技术改造和技术革新中急需聚氨酯胶辊取代普通胶辊,以提高生产效率,节约能耗。
橡胶分天然橡胶和合成橡胶两大类辊件,导布辊合成橡胶种类繁多,优劣互见,因此橡胶材质选择极度困难,但可依下列因素慎重选择。耐药品性---为知足耐油,耐溶济,耐药品性,在合成橡胶中比较选择,如印刷滚轮须耐溶济,耐油性,耐酸感性等。耐热性---高温使用易使橡胶老化,除铁心设计须考虑冷却系统外,橡胶材质尤须慎重选择,如塑胶产业用,制纸产业用,分丝辊不但要考虑耐磨损性更要考虑耐热性及散热性。经济性---橡胶滚轮因不同材质选择价格变动非常之大,因此价值与寿命应时时衡量比较,如普通耐热150度滚轮须采用高价的橡胶。
新铸制的胶辊辊件不宜马上投入使用由于新铸制的胶辊内部结构还不够稳定,若立即投入使用,容易降低使用寿命。故刚出筒的新胶辊应放置一段时间,使导布辊接触外界环境温湿度后,保持相对的稳定状态,这样可以增加胶体的坚韧性,从而提高耐用效果。天气寒冷时,油墨打不匀,可适当在油墨中添加辅助材料,禁止用红外线取暖器等设备烘烤油墨胶辊,防止胶辊氧化。胶辊轴头、轴承应保持良好的润滑胶辊轴头、轴承的精度直接影响到传墨、布墨的效果。若润滑不良引起支撑辊厂家胶辊轴头,轴承的磨损、间隙,必然导致印刷墨色不均匀的弊病。分丝辊同时也会因跳胶、滑胶等不良情况引起印刷杠痕。所以,平时应勤给胶辊轴头、轴承加注润滑油,以防止机件磨损胶辊的正常使用,确保印刷质量。
橡胶辊的打磨方法很多。当胶辊硫化冷却可打磨时,将胶辊装在打磨机上(打磨机工作原理与机械外圆磨相同)并固定好,开同机器使胶辊自转,导布辊再开动砂轮磨削机并在砂轮与胶辊间喷水。氯磺化聚乙烯;具有高韧性及弹性.耐磨耗,耐热性可达150度,对各种化学药品、油有好的抗耐性,有极佳的绝缘性。辊件可用除浇铸法以外的各种方法制造,生产过程中胶料要避免阳光照射。先用粗砂轮(或金钢砂砂轮)打磨用细砂轮整磨,在打磨时应注意做到边磨边喷水,防止胶粉粘砂轮,千万不能停水、停水会使胶辊打磨时发热,使胶料受热而脱硫发生发粘影响打磨的质量。
胶辊的橡胶表面不允许有任何杂质、砂眼和气泡,更不能有疤痕、缺陷、沟纹、裂口及局部海绵和软硬不同的现象。为此,导布辊要求胶辊在整个生产工艺过程中,必须保持清洁和精工细作,实现操作统一化、技术标准化。橡胶塑料与金属芯的结合、粘贴和注射成型、硫化研磨等工序都因此成为高技术含量的工艺。胶辊在高速运转过程中稍有硬物即会被划伤,特别是酒精润版液着水辊,一旦出现划痕,就无法再使用。辊件一是检查印版是否拉紧,版夹是否夹紧。二是胶辊轴端的清理。三是墨辊要保养及时。
