 13773600026
13773600026 56076560@qq.com
56076560@qq.com

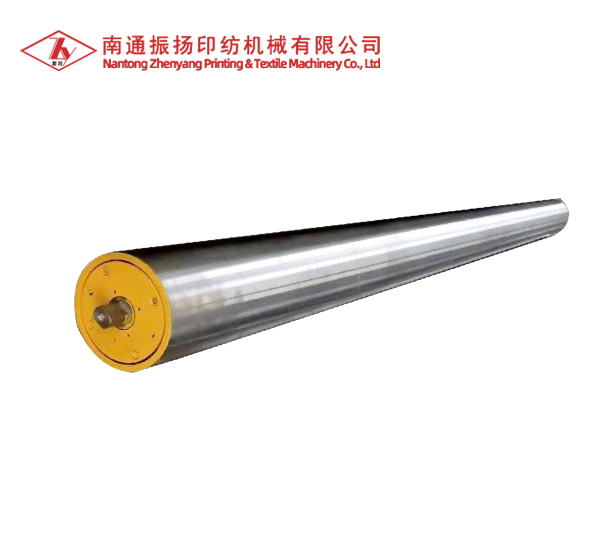
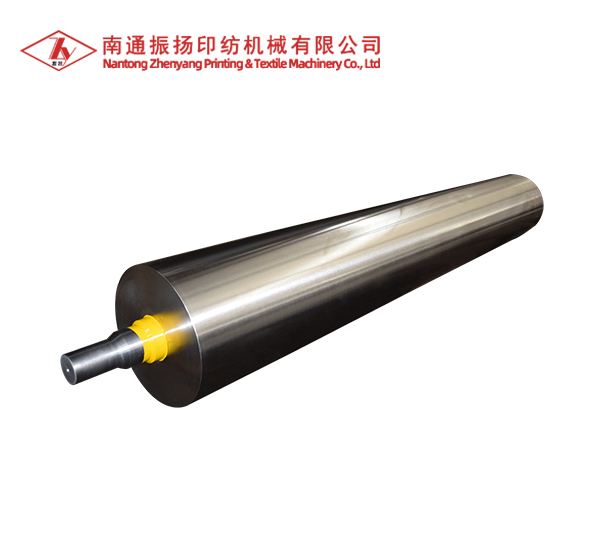
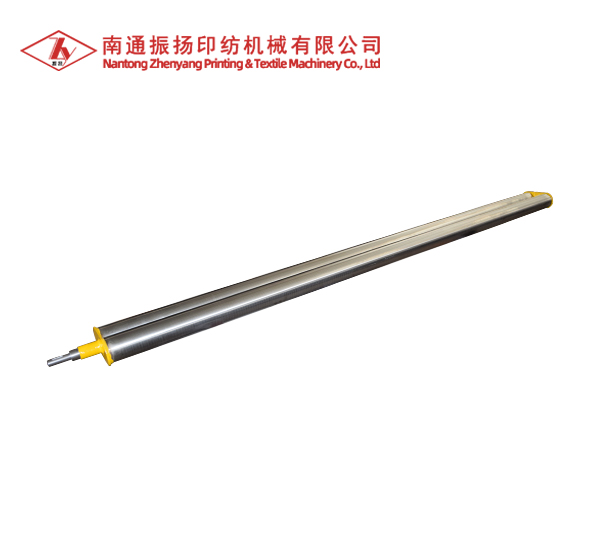
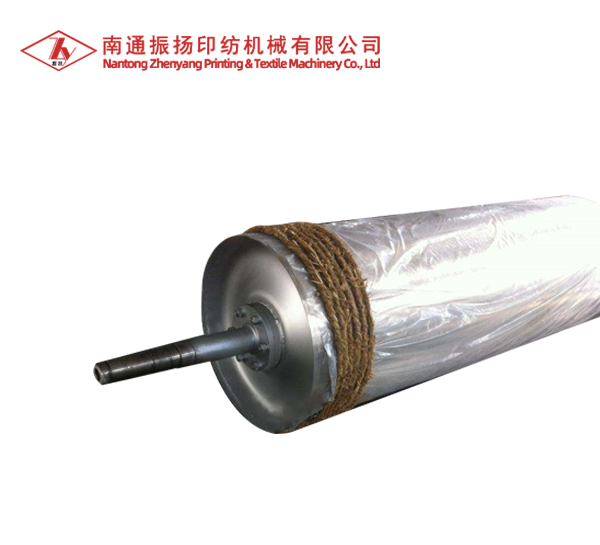
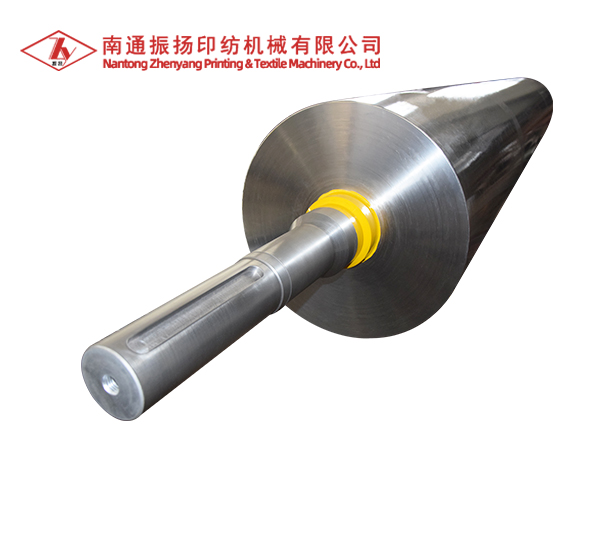
宣城高精度轴承导布辊定制
分子量的大小决定了聚氨酯弹性体中的特征基团的密度。聚酯型随着分子量的增加而增加,聚醚型随着分子量的增加而增加,拉伸强度和模量降低。宣城轴承导布辊多元醇的分子量应控制在1100~2200之间。随着NCO的增加,聚合物的硬度、抗撕裂性、拉伸强度、拉伸强度和粘度增加,聚合物的粘度降低。伸长率易变形,伸长率降低。由于预聚物和扩链剂的种类不同,工艺条件也不同。混合温度提高了釜的寿命和胶凝时间。高精度轴承导布辊固体扩链剂不允许低混合温度。虽然有利于延长釜的使用寿命,改善物理性能,但不易进行消泡和混合,预聚物中未分析扩链剂。交联体系应保持一定程度的过量,使弹性体具有合适的交联度。当链膨胀系数为0.88时,化学交联和物理交联可以达到较好的平衡,弹性体具有全面的性能。
橡胶辊辊件在制作过程中会用到野胶和覆膜,而覆膜是包装印刷产品常用的生产工艺。一般印刷产品通过覆膜后,不仅可以达到防水、防污、耐热、耐光、耐磨擦,还能提高或降低产品表面的光亮度,以便产品适应不同情况的使用要求。在覆膜过程中,聚积在橡胶辊上的覆膜胶对印张产生一定强度的粘拉力,这个“拉力”正好与覆膜印张的“走纸”方向相反,那么,覆膜印张在高速条件下的滚压瞬间,由于橡胶辊上的覆膜胶对印张局部的粘拉力作用,导致了覆膜印张的局部拉伸变形,导布辊这种变形主要表现为纸面出现明显的凸凹不平状,甚至出现卷曲现象,造成修裁或模切规格不准。
对胶辊来说,胶料的混炼是关键的环节。胶辊用胶料种类从天然橡胶、合成橡胶到特种材料多达10余种以上,含胶率为25%~85%,硬度为(0~90)度,跨越极大范围。因此,如何使这些胶料混炼均匀已成为一大难题。辊件常规的方法是采用开炼机以多种母炼胶的形式进行混炼加工。胶辊成型主要是在金属芯上粘贴包覆橡胶,有包贴法、挤出法、模压法、注压法和注射法等。目前国内主要以机械或手工粘贴成型为主,国外多数已实现了机械自动化。目前,大中型胶辊的硫化方式依然是硫化罐硫化,虽然柔性加压模式有所改变,但仍未脱离往返运输吊卸的繁重劳动负担。导布辊硫化热源有蒸汽、热空气和热水3种加热方式,主流仍是蒸汽。
车间环境堆胶辊的影响在闷热和潮湿的天气和来自周围的灰尘飞扬的环境生产中,机器的高速运转使到胶辊的表面温度不断升高,胶辊在发热膨胀,加大胶辊的磨擦,这样会使得胶辊的使用寿命缩短。胶辊之间的压力过重胶辊之间的压力重,会增加胶辊之间的摩擦力,使胶辊升温发热,加重胶辊之间的挤压膨胀,加速胶辊的老化和变形,导布辊加快油墨和水的乳化过程,这样不利于油墨的传递。解决的方法就是:胶辊之间的压力应该和接触版面的压力基本一致。擦洗后,再用干净的布擦一遍然后把胶辊装到机器上,以利下次使用。
清洗胶辊铁芯:如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净;如果是旧胶辊铁芯,需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。胶辊件打磨:按客户要求的尺寸和形状来打磨,部分客户对胶辊表面要求较高的情况下,需要用数控磨床对胶辊进行镜面的打磨。包胶:对经过上述处理后的胶辊铁芯按客户的要求进行包胶,包胶材料的不同则达到不同的要求,比如:包橡胶的耐油墨性能好,包聚氨酯胶的耐磨耐压性能好,包硅胶的耐高温性能好。胶辊铁芯表面粗糙处理:把胶辊铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
