 13773600026
13773600026 56076560@qq.com
56076560@qq.com

常熟不锈钢复合导布辊定制
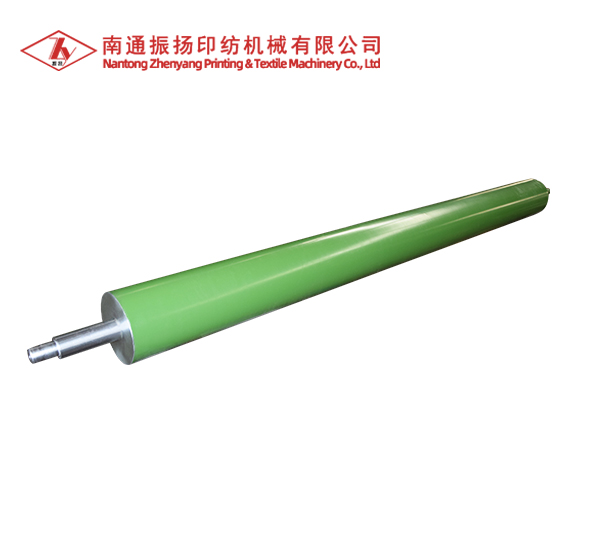
聚氨酯胶辊的卧式生产工艺属于橡胶化工技术领域。所要解决的技术问题是提供一种大型聚氨酯胶辊的卧式生产工艺,以提高胶辊的整体物理性能。大型聚氨酯胶辊的卧式生产工艺包括原料的融化混合、预聚体的合成、胶辊浇注模具的预处理、浇注成型、硫化和车磨加工步骤;其中,胶辊浇注模具的预处理步骤为胶辊浇注模具水平放置并加热至80~85℃;所述浇注成型步骤为温度保持80~85℃的条件下浇注成型。本方法对浇注方式进行了改进,产品缺陷少外观质量好,整体性能优。在技术改造和技术革新中急需聚氨酯胶辊取代普通胶辊,以提高生产效率,节约能耗。
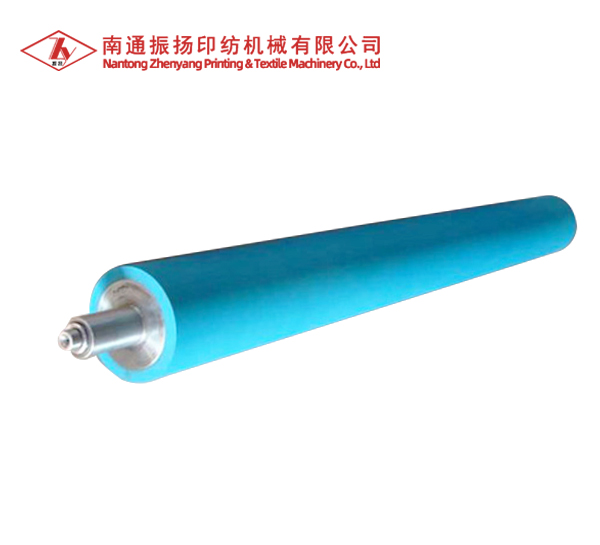
新铸制的胶辊辊件不宜马上投入使用由于新铸制的胶辊内部结构还不够稳定,若立即投入使用,容易降低使用寿命。故刚出筒的新胶辊应放置一段时间,使导布辊接触外界环境温湿度后,保持相对的稳定状态,这样可以增加胶体的坚韧性,从而提高耐用效果。天气寒冷时,油墨打不匀,可适当在油墨中添加辅助材料,禁止用红外线取暖器等设备烘烤油墨胶辊,防止胶辊氧化。胶辊轴头、轴承应保持良好的润滑胶辊轴头、轴承的精度直接影响到传墨、布墨的效果。若润滑不良引起复合导布辊定制胶辊轴头,轴承的磨损、间隙,必然导致印刷墨色不均匀的弊病。分丝辊同时也会因跳胶、滑胶等不良情况引起印刷杠痕。所以,平时应勤给胶辊轴头、轴承加注润滑油,以防止机件磨损胶辊的正常使用,确保印刷质量。
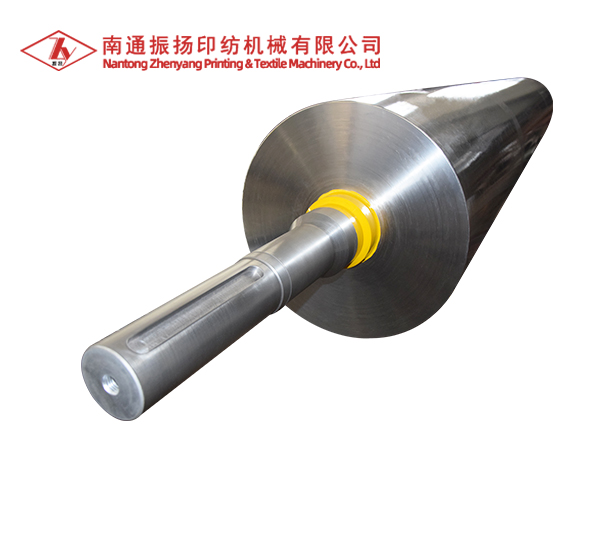
切割要稳,刀具必需锋利。否则胶管被切平面不光滑,套上铁壳后应力不匀,容易变形。套管、铁壳、帽套及压杆等件是否同心,套时张力是否均匀以及胶管机的压力是否稳定;整压的时间忽长忽短等都将影响到胶管内壁与铁壳的接触和张力、应力的一致。在压与磨的顺序上,“先压后磨”改为“先磨后压”之后,胶辊变形的数量可减少72%。磨砺胶辊对变形的影响在于磨砺本身和磨砺技术。经过精磨之后的胶管,最好用“长度、平行度检测工具”测查一下,特别要杜绝同档两只胶辊外径不同的现象发生。胶辊表面处理对胶辊变形的影响,一是酸液渗透或涂料的敷覆是否均匀,二是缠花现象多,势必导致胶辊变形。套差越大,胶管弹性越差,容易变形;胶管套胀时所受应力不匀也大,也容易变形。
在印刷过程中,油墨中的连接料中的有机物无机物,以及润版液中的亲水胶体,纸张中的脱落的填料,涂料会在墨辊表面形成一层“亮膜”,使得墨辊表面玻璃化,传墨性能下降。除了受热的原因外,主要的原因是使用了不当的清洗剂,使得胶体发生了溶胀。分丝辊解决办法是选择适当的清洗剂(常使胶辊溶胀的有机溶剂:MEK甲基乙醛酮、三氯乙烯、丙酮、环甲烷、香蕉水;不溶胀的有机溶剂:酒精、煤油、轻油、辊清洗剂)。铬辊表面吸附润版液后能使油墨充分隔离,但是过量的润版液,润版液的酸性过强都会加大油墨的乳化,乳化后的油墨会随着回水路返回到水斗辊上,水斗辊上吸附油墨后会造成润版不良,局部水小的故障。必须及时清除水斗辊辊件上的油墨,同时调节润版液量的大小和其成分。
分子量的大小决定了聚氨酯弹性体中的特征基团的密度。聚酯型随着分子量的增加而增加,聚醚型随着分子量的增加而增加,拉伸强度和模量降低。多元醇的分子量应控制在1100~2200之间。随着NCO的增加,聚合物的硬度、抗撕裂性、拉伸强度、拉伸强度和粘度增加,聚合物的粘度降低。伸长率易变形,伸长率降低。由于预聚物和扩链剂的种类不同,工艺条件也不同。混合温度提高了釜的寿命和胶凝时间。固体扩链剂不允许低混合温度。虽然有利于延长釜的使用寿命,改善物理性能,但不易进行消泡和混合,预聚物中未分析扩链剂。交联体系应保持一定程度的过量,使弹性体具有合适的交联度。当链膨胀系数为0.88时,化学交联和物理交联可以达到较好的平衡,弹性体具有全面的性能。
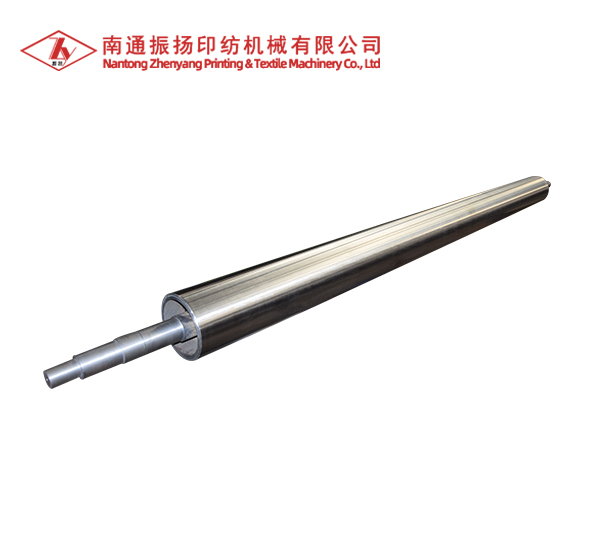
镀铬辊是对所有经过镀铬工艺处理的辊类产品的统称,其产品原有的形态包括镜面辊、钢花辊、压花辊等等,然而将这些产品表面进行一层镀铬层之后,就都变成了镀铬辊,是如何进行变化的了?对镜面辊、钢花辊等物体进行镀铬层施加,主要是因为镀铬辊使其硬度提高到了一个新的标准上。然而想要通过镀铬辊筒的施加让原有的产品达到用户指定的硬度,还需要注意镀铬辊筒的工艺过程。所以制作镀铬辊筒时必须保证铬层的厚度均匀薄厚一致,最好交由有丰富经验的人员来制作处理,能够让产品的质量更加有保障。
