 13773600026
13773600026 56076560@qq.com
56076560@qq.com

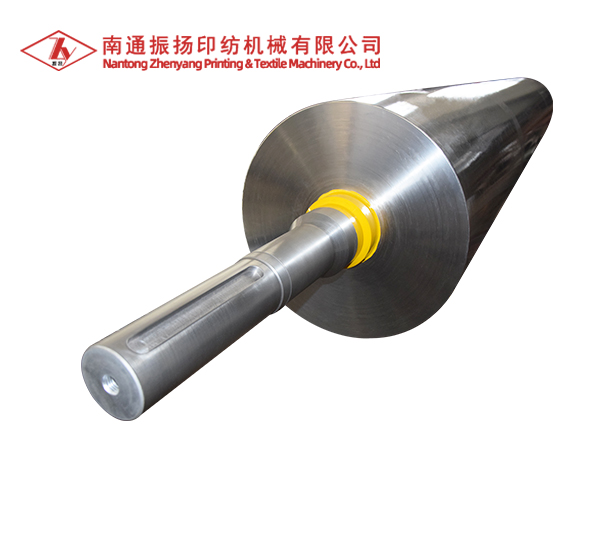
宁波不锈钢活络辊定制
胶辊的橡胶表面不允许有任何杂质、砂眼和气泡,更不能有疤痕、缺陷、沟纹、裂口及局部海绵和软硬不同的现象。为此,导布辊要求胶辊在整个生产工艺过程中,必须保持清洁和精工细作,实现操作统一化、技术标准化。橡胶塑料与金属芯的结合、粘贴和注射成型、硫化研磨等工序都因此成为高技术含量的工艺。胶辊在高速运转过程中稍有硬物即会被划伤,特别是酒精润版液着水辊,一旦出现划痕,就无法再使用。辊件一是检查印版是否拉紧,版夹是否夹紧。二是胶辊轴端的清理。三是墨辊要保养及时。
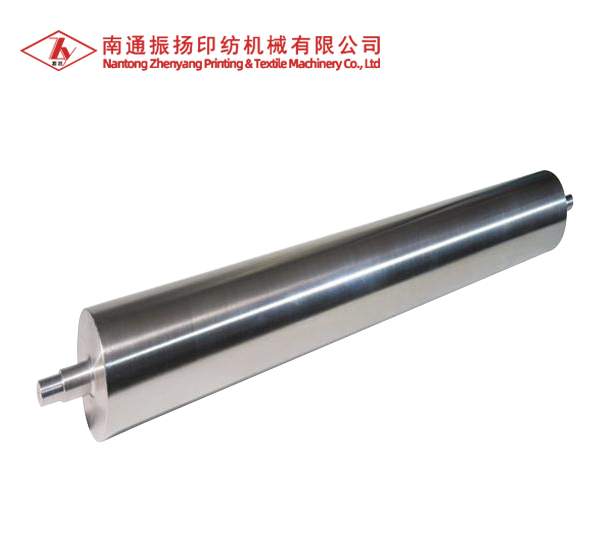
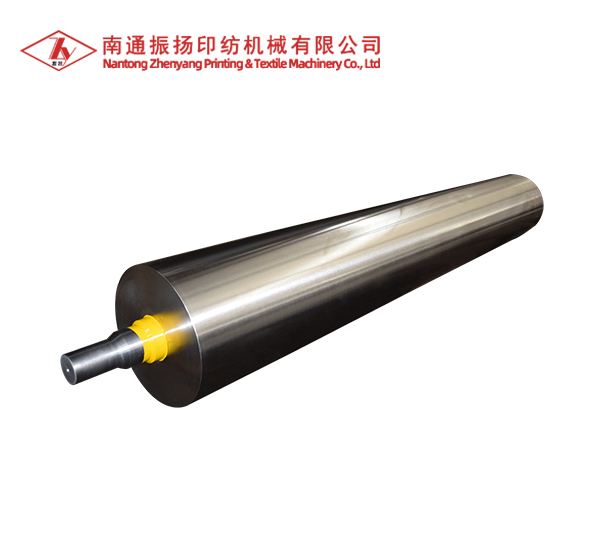
导布辊的主要作用是供印染机械中平幅传输织物。导布辊的宽度一般为1100mm~3600mm。根据轴承形式导布辊可分为:滑动轴承导布辊、滚动轴承导布辊。导布辊的材料可以用材料:可选轴头碳钢,余不锈钢;或者全不锈钢。本公司专业生产的导布辊、包复辊、分丝辊、 轧辊橡胶辊、A架辊、冷水辊、印花机主动辊、被动辊、支撑辊、四氟乙稀辊、水洗辊等辊件,宁波活络辊产品广泛应用于印染、无纺、造纸、食品、复合等各个行业。我们拥有先进的加工技术,精密数控车床、数控铣床、火焰切割机以及辅助配套设备若干,可做到严格的外观要求,能满足各类形状产品的加工,也可按顾客提供的图纸设计,制造以满足不同规格产品的需求。
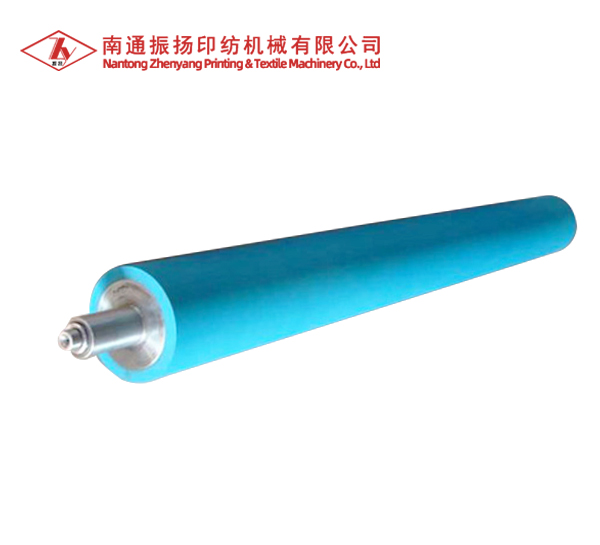
对胶辊来说,胶料的混炼是关键的环节。胶辊用胶料种类从天然橡胶、合成橡胶到特种材料多达10余种以上,含胶率为25%~85%,硬度为(0~90)度,跨越极大范围。因此,如何使这些胶料混炼均匀已成为一大难题。辊件常规的方法是采用开炼机以多种母炼胶的形式进行混炼加工。胶辊成型主要是在金属芯上粘贴包覆橡胶,有包贴法、挤出法、模压法、注压法和注射法等。目前国内主要以机械或手工粘贴成型为主,国外多数已实现了机械自动化。目前,大中型胶辊的硫化方式依然是硫化罐硫化,虽然柔性加压模式有所改变,但仍未脱离往返运输吊卸的繁重劳动负担。导布辊硫化热源有蒸汽、热空气和热水3种加热方式,主流仍是蒸汽。
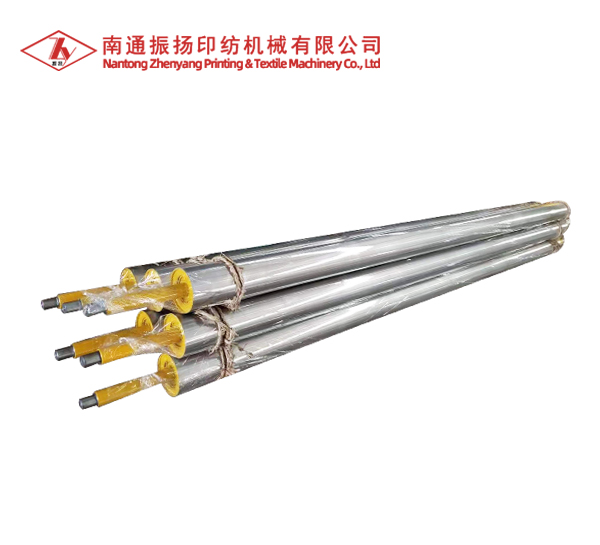
多功能导布辊,具有由空心辊筒和设在空心辊筒两端的左、右闷头所组成的导布辊筒组件,以其还具有蒸汽辊筒组件;所说蒸汽辊筒组件,由设有左右端盖的贮汽辊筒、进汽空心管轴和短轴所组成;贮汽辊筒设在空心辊筒内;进汽空心管轴和短轴分别与贮汽辊筒的左右端盖固定联结。分丝辊进汽空心管轴的内孔与贮汽辊筒的内腔相贯通;贮汽辊筒沿轴向设有狭缝喷汽嘴;导布辊筒组件的空心辊筒是网孔辊筒,其左、右闷头分别通过轴承与进汽空心管轴和短轴转动连接为主要特征。辊件具有加热、去杂和脱水等多重功能。使用本实用新型可以简化机械结构,节约能耗和去除织物表面杂质而提高染整成品织物的质量。
新铸制的胶辊辊件不宜马上投入使用由于新铸制的胶辊内部结构还不够稳定,若立即投入使用,容易降低使用寿命。故刚出筒的新胶辊应放置一段时间,使导布辊接触外界环境温湿度后,保持相对的稳定状态,这样可以增加胶体的坚韧性,从而提高耐用效果。天气寒冷时,油墨打不匀,可适当在油墨中添加辅助材料,禁止用红外线取暖器等设备烘烤油墨胶辊,防止胶辊氧化。胶辊轴头、轴承应保持良好的润滑胶辊轴头、轴承的精度直接影响到传墨、布墨的效果。若润滑不良引起胶辊轴头,轴承的磨损、间隙,必然导致印刷墨色不均匀的弊病。分丝辊同时也会因跳胶、滑胶等不良情况引起印刷杠痕。所以,平时应勤给胶辊轴头、轴承加注润滑油,以防止机件磨损胶辊的正常使用,确保印刷质量。
