 13773600026
13773600026 56076560@qq.com
56076560@qq.com

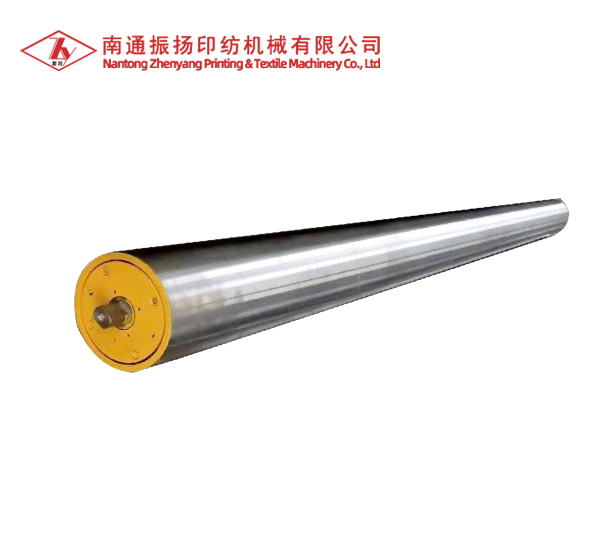
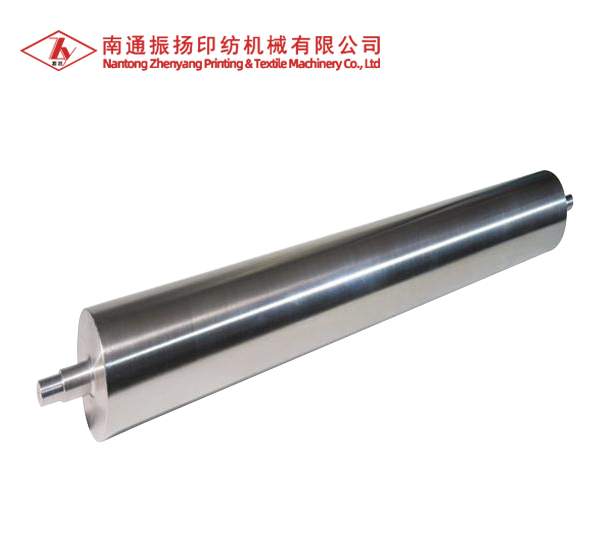
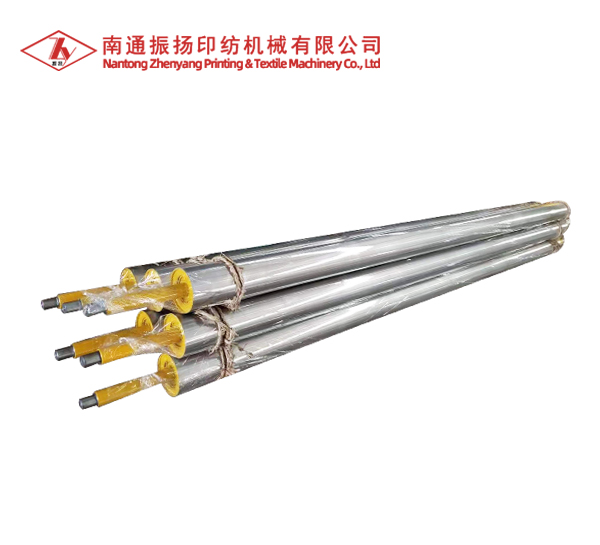
南通高精度活络辊定制
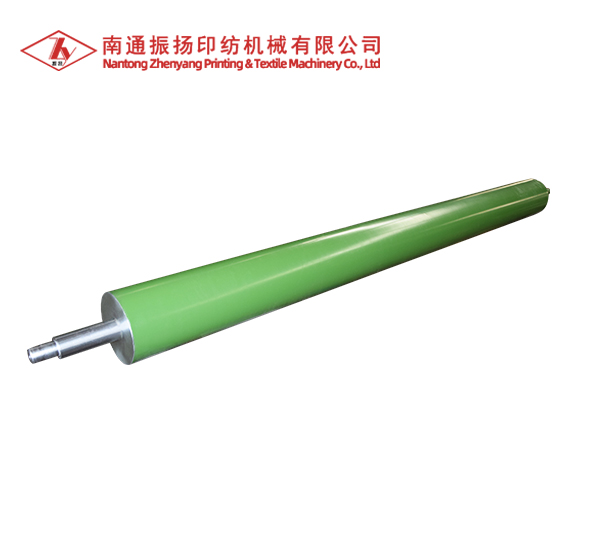
开机加热时,应检查硅胶辊是否正常转,关机时,应注意设定余温延时是否正常,不可直接关机,余温延时设定在40-50分钟;机器在工作中,如遇断电,或其它原因造成突然停机时,应立即戴上手套,边转动胶辊边将其卸下放其它地方散热,以免受热不匀烧坏硅胶辊;更换胶辊紧硅胶时,应等硅胶加热到所需的温度时再进行锁紧固定,但不宜太紧;硅胶辊平时应保持表面洁净,尽量避免转印膜杂物等粘到胶辊表面,如表面已有污物,可用布条加工业酒精进行表面清洁。如有顽固污物可用细砂纸打磨。跟其他印刷胶辊一样,硅胶辊在使用或储存时,不得与其它硬物碰撞,挤压扎;远离腐蚀物品;硅胶温度190度左右即可正常转印,在产品转印合格的情况下,应尽量减小硅胶辊的压力和温度。
清洗胶辊铁芯:如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净;如果是旧胶辊铁芯,需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。胶辊件打磨:按客户要求的尺寸和形状来打磨,部分客户对胶辊表面要求较高的情况下,需要用数控磨床对胶辊进行镜面的打磨。包胶:对经过上述处理后的胶辊铁芯按客户的要求进行包胶,包胶材料的不同则达到不同的要求,比如:包橡胶的耐油墨性能好,包聚氨酯胶的耐磨耐压性能好,包硅胶的耐高温性能好。胶辊铁芯表面粗糙处理:把胶辊铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
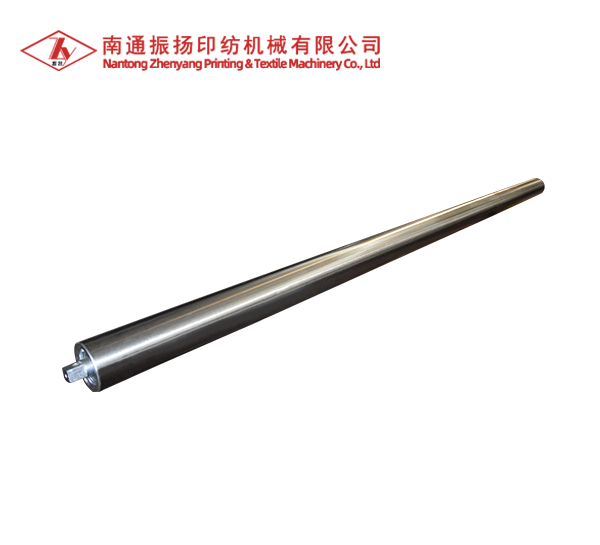
镀铬辊适用于各种薄膜生产线,造纸生产线,大型印刷设备、复膜设备,广泛用于柔性版印刷机,水性油墨印刷机,复合机,涂布机,还可用于塑料、皮革、纸张的压花、消光。由于辊产品随着使用时间的增长,伴随着或快或慢的运转速度,辊子会越来越细,如果不使用镀铬辊筒产品的话,普通辊的寿命会在很短的时间内终止,甚至可以短到几个月的时间,因此镀铬辊筒就有了它的利用价值,对于镀铬工艺也就有了一定的要求。虽然镀铬辊筒仅仅是制作辊产品的环节之一,然而这个制作过程却也是相当繁琐复杂的,包括辊体初车、初校静平衡、轴头过盈装配焊接、精车和精校动平衡等工序。
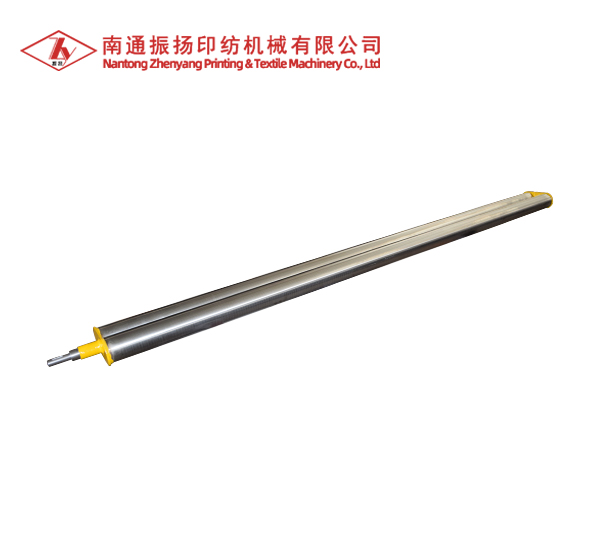
对胶辊来说,胶料的混炼是关键的环节。胶辊用胶料种类从天然橡胶、合成橡胶到特种材料多达10余种以上,含胶率为25%~85%,硬度为(0~90)度,跨越极大范围。因此,如何使这些胶料混炼均匀已成为一大难题。辊件常规的方法是采用开炼机以多种母炼胶的形式进行混炼加工。南通活络辊胶辊成型主要是在金属芯上粘贴包覆橡胶,有包贴法、挤出法、模压法、注压法和注射法等。目前国内主要以机械或手工粘贴成型为主,国外多数已实现了机械自动化。目前,大中型胶辊的硫化方式依然是硫化罐硫化,虽然柔性加压模式有所改变,但仍未脱离往返运输吊卸的繁重劳动负担。导布辊硫化热源有蒸汽、热空气和热水3种加热方式,主流仍是蒸汽。
确定胶辊需求:确定您需要购买胶辊的尺寸、颜色、硬度及是否耐高温、耐溶剂等。寻找一家合适的胶辊厂家:建议直接与优质的胶辊厂家合作,这样可与胶辊厂直接沟通您对胶辊的要求,方便其制造的胶辊能满足您的要求,其次在价格方面导布辊与胶辊厂直接合作也会有一定的优势。询价、签署采购协议:双方洽谈好价格后,签署采购协议。胶辊厂开始生产胶辊:胶辊厂与采购方签署协议后,收到采购方的定金即会开始生产胶辊,根据胶辊量的多少,一般情况下,交货期为3-7天。发货:胶辊厂将生产好的胶辊通过快递或者货运的方式发给客户,客户如果近的话也可自行上门提取。
橡胶辊修复包括将经使用磨损或去除了表面缺陷后的橡胶辊恢复到原始设计尺寸,修理有表面缺陷的橡胶辊,以及导布辊把使用后的橡胶辊加工成用于其他机架的较小尺寸轧辊。橡胶辊常用的修复方法有:辊身表面和辊颈的堆焊;橡胶辊表面缺陷的车削和磨削;辊身和辊颈的镶套;断裂辊颈的熔接或铝热焊接;机械修补法。机械修补法是首先用钻孔法去除轧辊表面的缺陷,然后将金属销或楔嵌入钻孔并将孔填满,使金属自身销紧弥合;或者在橡胶辊表面裂纹的两边钻孔并压入连接销钉,以防裂纹继续扩展。橡胶辊修复是降低消耗的有效措施。但修复方法的选择受轧辊品种,轧辊辊件的受力状态,产品表面质量要求等因素的制约。
