 13773600026
13773600026 56076560@qq.com
56076560@qq.com

江阴高精度四氟乙稀辊定制
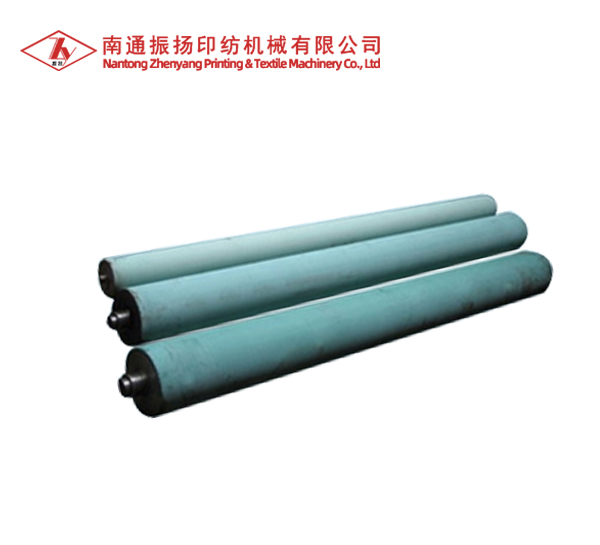
胶辊受热会加速脱硫,产生热老化,使表面发粘,变软,甚至出现裂缝成桔纹状。此时胶辊只能更换。除了结晶化合物会引起类似的周向条痕外,硬质的墨辊上干结的墨皮,垃圾会在运转过程中划伤软质胶辊的表面而形成周向条痕,此时必须使用死墨去除剂去除干结的墨皮。辊加工过程中温度过高,表面易碳化,短时印刷就会出现掉块现象。过重的印刷压力调节,辊件当机器空转时,若空转保护措施不当或不及时,也会加速辊体表面的破坏。发生掉块的胶辊可以更换解决由此造成的印刷故障。
清洗胶辊铁芯:如果是新的胶辊铁芯需要把铁芯表面的油污等用清洗剂洗净;如果是旧胶辊铁芯,需要把旧胶辊外层的包胶去除,同时用清洗剂把铁芯表面剩余的胶清洗干净。胶辊件打磨:按客户要求的尺寸和形状来打磨,部分客户对胶辊表面要求较高的情况下,需要用数控磨床对胶辊进行镜面的打磨。包胶:对经过上述处理后的胶辊铁芯按客户的要求进行包胶,包胶材料的不同则达到不同的要求,比如:包橡胶的耐油墨性能好,包聚氨酯胶的耐磨耐压性能好,包硅胶的耐高温性能好。胶辊铁芯表面粗糙处理:把胶辊铁芯表面进行粗糙处理,以加大胶辊铁芯表面与包胶的粘合面积。
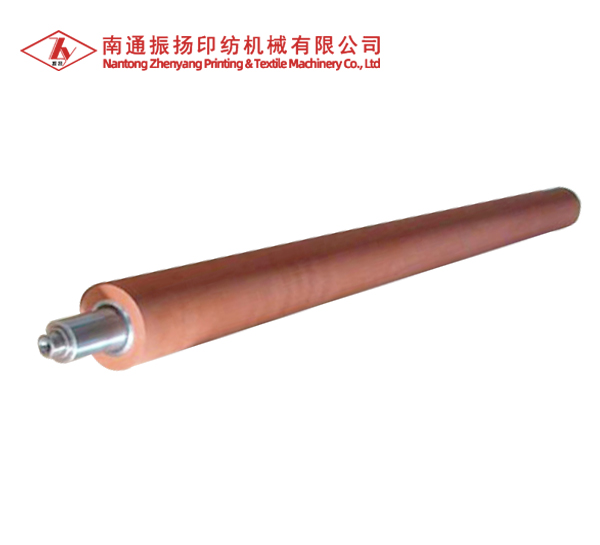
橡胶辊修复包括将经使用磨损或去除了表面缺陷后的橡胶辊恢复到原始设计尺寸,修理有表面缺陷的橡胶辊,以及导布辊把使用后的橡胶辊加工成用于其他机架的较小尺寸轧辊。橡胶辊常用的修复方法有:辊身表面和辊颈的堆焊;橡胶辊表面缺陷的车削和磨削;辊身和辊颈的镶套;断裂辊颈的熔接或铝热焊接;机械修补法。机械修补法是首先用钻孔法去除轧辊表面的缺陷,然后将金属销或楔嵌入钻孔并将孔填满,使金属自身销紧弥合;或者在橡胶辊表面裂纹的两边钻孔并压入连接销钉,以防裂纹继续扩展。橡胶辊修复是降低消耗的有效措施。但修复方法的选择受轧辊品种,轧辊辊件的受力状态,产品表面质量要求等因素的制约。
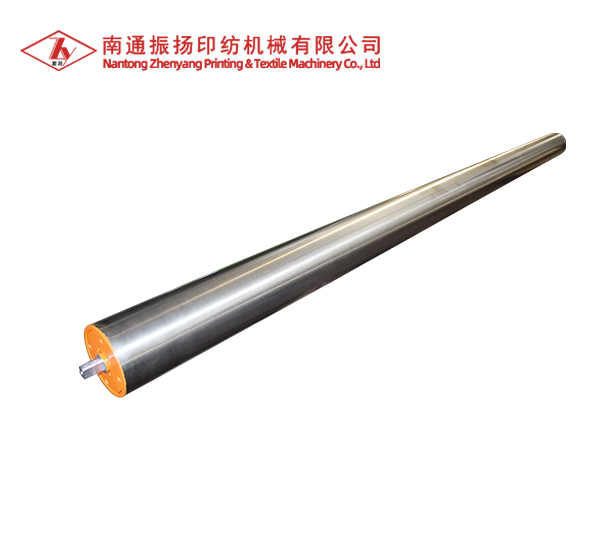
可以尝试下将导布辊辊筒表面的温度升高,这样橡胶受就容易剥除了。四氟乙稀辊定制建议加热设备可以配电加热模温机,模温机可以使将分丝辊模具温度控制更均匀,提高产品成型效率,降低不良品的产生,提高产品的外观,抵制产品的缺陷,加快生产进度,降低能耗节约能源。橡胶辊的化学物质:橡胶是不饱和的,每一个链节都含有一个双键,能够进行加成反应。橡胶辊辊件具有综合性能好的物理机械性能,橡胶分子结构规整性好,外力作用下可以发生结晶,为结晶型橡胶,属于自补强性橡胶,拉伸强度、定伸应力、撕裂强度等物理机械性能较好。
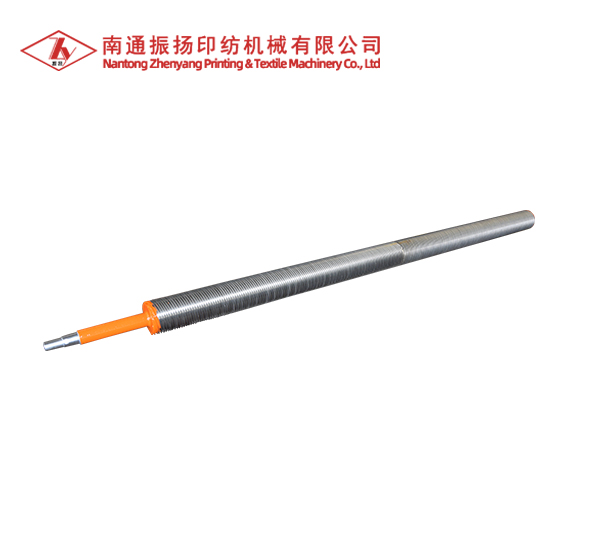
橡胶辊的打磨方法很多。当胶辊硫化冷却可打磨时,将胶辊装在打磨机上(打磨机工作原理与机械外圆磨相同)并固定好,开同机器使胶辊自转,导布辊再开动砂轮磨削机并在砂轮与胶辊间喷水。氯磺化聚乙烯;具有高韧性及弹性.耐磨耗,耐热性可达150度,对各种化学药品、油有好的抗耐性,有极佳的绝缘性。辊件可用除浇铸法以外的各种方法制造,生产过程中胶料要避免阳光照射。先用粗砂轮(或金钢砂砂轮)打磨用细砂轮整磨,在打磨时应注意做到边磨边喷水,防止胶粉粘砂轮,千万不能停水、停水会使胶辊打磨时发热,使胶料受热而脱硫发生发粘影响打磨的质量。
